
PET packaging in non-food areas
A review of developments over the last 20 years
Although we are primarily a magazine for the beverage industry, it was only a matter of time before the triumphal march of PET would prevail in other areas of packaging. Depending on the intended use, significant advantages such as lower manufacturing or material costs, user-friendly properties – such as precision dosing of contents by pressure on flexible containers and high recycling capability, together with brilliant appearance in the end product – are attractive. Consequently, we began reporting on the growing food and non-food markets for PET at an early stage. This field has developed from being covered by individual articles in the early 2000s, to an extra section in PETplanet Insider magazine, through to reports on newly-launched products in these areas along with news from the industry, covering both suppliers and users.
As in the beverages sector, the change from other packaging materials to PET for household goods, personal care and beauty care, cleaning agents and chemicals, etc., presents new challenges in terms of production, appearance and feel. An extreme example is the contrast between PET cosmetic containers and beverage bottles. These segments could hardly be more different in terms of technical requirements, production speed and material costs. Today, new and incredible designs, which were unthinkable until a few years ago, appear in both areas almost every week. The technical starting points are completely different, however. In the modern two-stage process for beverages, lightweights, minimum cycle times and highly automated workshops are the norm. In short: a highly efficient use of materials and energy with the maximum output of containers, with customer-specific designs, which should maximise appeal to the consumer in terms of appearance and haptics, must be achieved.
This is the case in all price segments. Even in highly price-sensitive areas, such as the popular single-serve area for water from smaller, local bottlers, where manufacturer margins are naturally small, the individual product should not be lost in the variety of the market. In the highly-priced cosmetics sector, which is dominated by single-stage systems, the same aspiration of the manufacturers prevails, even though the costs of manufacturing and the use of materials are in completely different leagues. Customers purchasing a cosmetic product costing around € 100, for example, expect premium packaging which, in terms of its design, has a period of home use lasting months and. in some cases: years. For such customers, luxury takes centre stage, a factor that is reflected in the contents, as well as the packaging.
Completely individualised neck finishes are one such example. With the migration of several world brands in cosmetics and beauty care from glass to PET and PETG, the demands and expectations placed on the end product have been, and remain, correspondingly high. In addition to the identification of the brand, the premium feel of a glass container in this segment should not be neglected under any circumstances. Ideally, buyers should not be able to detect any significant difference from a glass container, or whatever packaging preceded it. Technically, this requires not only a complex moulding process but also a high quality material input, with the elimination of unwanted crystallisation during conversion, often paired with sophisticated shapes, colours and surface textures, using sophisticated masterbatches. The technical requirements for single-stage PET have developed in this direction in recent years and the associated PET market is growing steadily.
While writing this report, I am looking at a high-gloss thick-walled box with an extra-thick base, which I was given at a meeting with Nissei ASB at the Chinaplas trade fair in 2015. It weighs in at 60 g, with a filling volume of 100 ml, manufactured on a two-cavity system in a cycle time of 42 s.
In technical terms, standard non-food consumer goods, such as household cleaners and body care products, are both dependent on quantity, wall thickness and neck diameter. Here, too, the best possible customer experience in terms of the packaging and user satisfaction is required. Over the years, the use of additives or barriers to prevent unwanted changes to or deterioration of products has been continuously improved, especially so in the case of transparent containers in which the content takes centre stage, as with the beverages segment.
There is plenty to discover on these topics in the PETplanet Insider archive, and we have compiled some of them for you here.
1999 – 2004
The USA has certainly played a pioneering role in the adoption of PET in the non-beverages sector, with cosmetics and even perfumes with spray caps in PET first appearing in America as long ago as the early 2000s. In 2001, an advertisement from extrusion blow mould manufacturer Bekum demonstrated production of a shampoo bottle in its two-cavity Reheat Stretch Blow Moulder, which was designed for the processing of PET and PP bottles of up to 1 l.
In the same year (issue 08/01), we discussed a series of PET-packaged vehicle care products from Sonax, produced in cooperation with Rosti Verpackungen GmbH, which withstood chemical substances in tests with temperatures as low as -20 °C, in the container development phase.

Also in 2001, as detailed in a report (issue 10/01), RPC Containers from the UK envisaged a growth market for non-food PET packaging. At that time, RPC was already manufacturing hair gel containers and cans for household products and considered the material, then new in this area, to be an asset.
A little later, in 2003, the words: “unimagined ten years ago – today a reality” heralded the introduction of a new 200 ml PET shampoo bottle from Kunze (issue 07/03). At the end of the same year (issue 12/03), moulds manufacturer MHT announced an increased degree of interest in the research and development of new preform sizes and bespoke preform necks for special closures, such as those used in cosmetics and pharmaceuticals packaging. MHT envisaged potential growth for PET outside the straightforward beverages industry, due to attractive packaging appearance and the resulting customer appeal. However, the company also said that a considerable amount of research into the manufacturing of moulds to achieve complex or textured surfaces, for example, was still required.
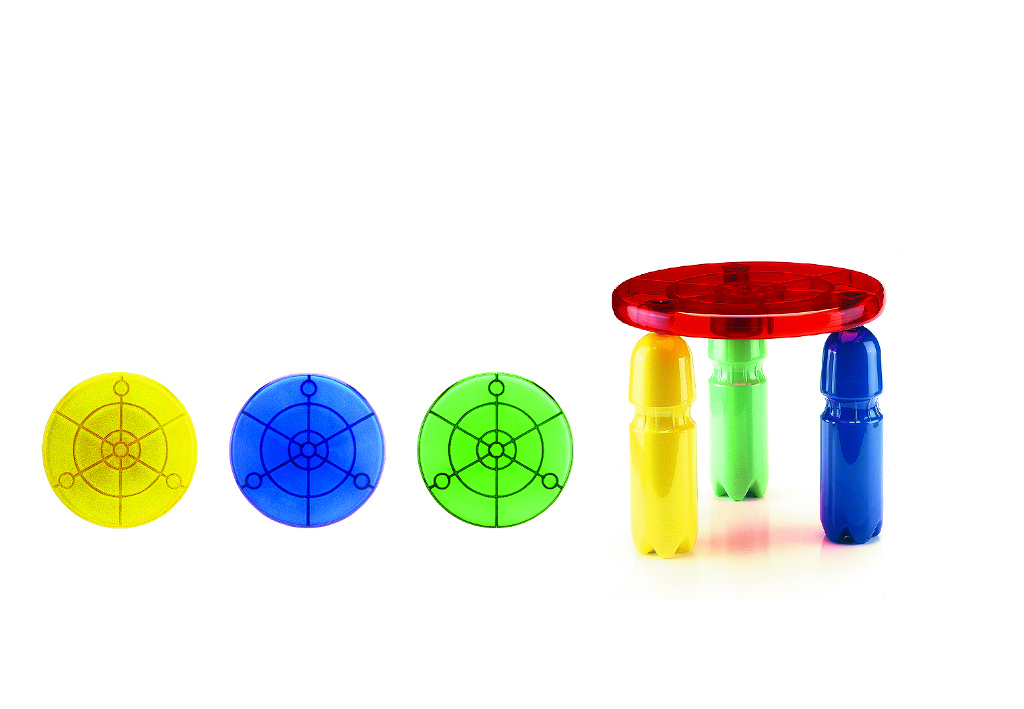
In 2004 (PP 03/04), Astron Communications tapped into the area of household goods with the “wow” factor by developing small PET side tables for children’s bedrooms or picnic activities. The then highlight was a PET table top placed on either empty or full PET bottles, which form the table legs.

Procter & Gamble is a manufacturer we have encountered time and again during the lifetime of PETplanet. In our April issue we reported that the Ohio, USA-based multinational group had just switched its 1 l Lenor fabric softener from carton to PET. At launch, the preforms originated from Austrian converter Alpla.

A month later (issue 05/04), we reported on German company Sauer, which manufactured containers exclusively for household cleaners and beauty care products, had added two of the then new Ecomax single-stage ISBM machines from SIG Blowtec to its fleet, in order to expand its portfolio to include PET packaging. Sauer described the look and feel of PET products as “close to glass, which remains standard in the cosmetics industry.”
2005 – 2010
In the summer of 2005 (issue 06+07), toy manufacturer Lego launched a series of PET cans, the design of which addressed their respective contents – such as the tower of a castle including battlements and the corresponding Lego bricks, as we reported in our magazine.
Two years later, in 2007 (issue 10/07), Impressions Packaging Georgia, USA, presented its frosted and sandblasted look containers. This appearance of the thick-walled containers with glass optics was achieved with a masterbatch from Ampacet, and was available in filling volumes of 100-240 ml.

In 2008 (issue 09), Italian converter Stropol presented its one-piece snap-on closures, which, in contrast to the screw-on closures for PCO and BPF preform necks then available on the market, could click easily onto a standard preform – the first time in the market. This enabled standard preforms to be used without much effort, for body care packaging, for example (see photo on page 15).

We are now approaching the year in which PETplanet celebrated its tenth anniversary. At the start of the anniversary year of 2009 (issue 01/09), Editor-in-Chief Alexander Büchler devoted his editorial to the topic of Personal Care packaging. He took the global economic crisis as an opportunity for the PET industry to break new ground and focus more strongly on PET packaging for non-beverage products, as the new mainstay of the industry. He explained that technological developments in the two-stage segment were sufficiently advanced (and that the “neck ring” hurdle had been overcome) for this technology to be usable in the Health and Beauty Care segment with high output rates, a market that had traditionally been dominated by polyolefin and glass bottles. To herald the start of the year, a new editorial category named Personal Care made its way into the magazine, with the brief of providing summary information and illustrations about new products. Later in the year (issue 07/09), an article was published about US-based company Novapak, which acquired its first Sidel SBO 4 blow moulder at the end of 2008 and was manufacturing HDPE and PVC packaging, as well as two different bottle formats for detergents at 4,800 units/hour. Novapak envisaged a strong trend and development opportunities for PET in the cosmetics and household products markets, as replacements for glass and PVC. At that time, PET already accounted for some 60% of its annual packaging volume, or approximately 1 billion packages.

At the beginning of 2010 (issue 01+02), PTI (Plastic Technologies Inc.) launched a foamed PET bottle, then known as oPTI, in cooperation with Coca-Cola, which went onto shelves in Denmark. The bottles were recyclable in the conventional PET recycling stream and offered barrier properties without additional additives. The same technology was used in the test for the manufacturing of shampoo bottles that were designed not to slip out of users’ fingers, even when in the shower.

In the early summer (issue 06/10), Henkel in Vienna used a KHS Corpolast InnoPET Blomax8 CL PH to manufacture PET bottles of 1-3 l, with recessed grips for detergents and cleaning products. The bottles were destined for the Austrian market and another 18 markets in Eastern Europe. The long-standing cooperation between Henkel and KHS in determining the right designs and usability led to increased sales in certain countries, such as the Czech Republic, especially with large-volume bottles. A little later in the year (issue 10/10), PTI-Europa, Sidel and P&G presented the results of their collaboration in developing “Deep Grip Packaging”, an ISBM-moulded bottle with up to 25 mm deep grip recesses, and challenged the extrusion blow moulding process previously used for this purpose. The bottles could have a diameter of up to 220 mm. This allowed for a higher output per cavity – the target was up to 1,200 bph – at the same time as lower material input in the manufacturing process, while the geometry of the recessed grip provided additional stability. The design made it possible for production to take place directly in-line within the filling line.
2011 – 2015
In an interview in mid-2011 (issue 6/11), Procter & Gamble praised the possible material savings and higher outputs of PET ISBM bottles with comparable mechanical characteristics to HDPE bottles in home care products. In the long term, the proportion of ISBM – roughly 20% at the time of the interview – was to increase significantly. For this purpose, the company worked closely with Sidel to develop new packaging strategies.

In the next issue of PETplanet Insider (7+8/11) we visited top ten European single-stage converter, PET Power. They were then serving only the pharmaceutical (clean room), cosmetics and food packaging sectors, with pharmaceuticals as their main area of business. At that time, the company had 52 single-stage systems from Nissei-ASB and Aoki and was able to manufacture 1,200 different products, with an annual output of up to 500 million containers.

A step forward to 2015 (issue 07+08/15) took us to Farmaplás in Madrid, Spain. The visit shed some light on the consumer behaviour in the country where, according to company statements, changes in packaging required a longer acceptance period. Despite this, the PET trend arrived in the southern European country as an alternative to other plastics and glass, with the processor adding PET to its portfolio from then on. At that time, Farmaplás already processed 50% PET for food applications and 25% for non-food on two-stage machines from Sidel, and single-stage machines from Aoki and Nissei ASB.

Towards the end of the year (issue 11/15), we visited PTI (Plastic Technologies Inc.) in Ohio. The meeting provided us with information about the market developments in the USA. The company, which accompanied customers through the entire product development process of beverages, food and non-food packaging, was able to closely follow PET packaging trends. Although there were already a number of applications in the non-food segment at the time, we were told that change would only take place very slowly, as the US market was still too strongly based on PP and HDPE in the extrusion sector and, in most cases, the price of the raw materials, compared with PET, would not make a technical change worthwhile. The trends for these areas included the in-house development of the foamed oPTI bottle.
2016 – today

In an interview with masterbatcher Clariant in West Chicago in early 2016 (issue 1+2/16), the company revealed that it saw its growth market for PET applications lay clearly in the cosmetics sector. The company and its team had researched the current colour trends, created sample packaging on site using local equipment for beverages, food and non-food, and tested it for effectiveness under typical supermarket conditions.

In the middle of the year (issue 06/16), French manufacturer Serac offered its new heating module for the selective heating of preforms in its Blow Linear machines. The module was designed to make the in-house SBL system series suitable for the manufacture of containers for home and personal care applications with special bottle shape and flexibility requirements, using lightweight preforms. The SBL system was able to achieve up to 18,000 bottles with containers with a volume of up to 5 l.

In September (issue 09/16), we announced as a matter of “certainty” that Amcor had developed the first-ever liquid detergent bottle made from 100% recycled PET material for Method, the American “eco” detergent manufacturer. The challenges in the segment, which was dominated by HDPE, were the crystal clear transparency of the bottle to flawlessly express the colour of the contents, a hand-friendly format, and a covered neck geometry, as the PP closure was originally developed for HDPE bottle necks.

In the same issue (09/16), Tricor Braun’s US-based packaging experts solved the problem of a series of containers for sealants, each with three different chambers for different contents. The company developed a three-chamber PET and PP package for Prestone, a manufacturer of automotive chemicals, for which Tricor Braun was later presented with DuPont’s Silver Award. It was possible for each of the separate chambers of the series to be filled with two liquid chemicals in the container body and solid pellets in the overcap cover. The main container was made of PET, with a filling volume of roughly 530 ml. Inside it was a separate PP container, with a capacity of nearly 90 ml. Despite a tight development schedule, the complex product was launched onto the market in record time.

A year later (issue 09/17), in the “Products” category, we reported on Adidas’ collaboration with German packaging manufacturer Gizeh PET. The occasion was the launch of a new premium series of shoe care products from the sportswear manufacturer. In addition to the medically-inspired look of the brown 100 ml and 200 ml containers, they were also designed to reflect the concept of sustainability, so that Gizeh opted for the use of 100% rPET during the development.

technology
In the summer of 2018 (issue 07+08), an interview was published with Liquiform, a business unit of US company Amcor, in Michigan, which had succeeded in bypassing the blow moulding process during bottle shaping and to shape the preform directly with the final contents. The first product to be shaped using this technique made its way onto the shelves at the beginning of 2018: a liquid soap from the brand “Nature’s Promise”, which was created in partnership with co-packer Greenblendz, also from Michigan. The PET bottle with dosing system had a filling volume of approximately 355 ml, and contained 50% rPET. In addition to the omission of a complete process step and the associated energy and space savings in the factory, the technology also achieved a more detailed, finer resolution structure for graphic and texture applications on the container surface in tests, compared with conventionally shaped PET containers.
One magazine issue later (issue 09/18), we addressed Sarl Amir 2000’s acquisition of a KHS InnoPET Blowmax Series IV. The Algerian company manufactured cleaning agents for home use, with a sales volume of 21,000 t of cleaning products in 2017 (see photo on page 19). The background for the investment was a planned expansion into additional countries in Africa, with the generation of higher capacities. The KHS system was designed for up to 12,000 bph, with both a round and oval design, using preferential heating technology. In the same issue, “People Against Dirty” presented plans for new packaging for their detergents in HDPE bottles from European brand Ecover. Together with developers R&D Leverage, a series of transparent washing-up liquid bottles made of 100% rPET was developed in six months. The greatest challenge in the creation of the moulds was the correct representation of the rib design in the upper third of the bottle.
What’s happening now, and where is the journey going?

We talked to industry expert Giovanni Milesi, OEM Key Account Manager at Italian company SMI Group, one of the world’s largest bottling and packaging equipment manufacturers. Globally represented with local machine production in San Giovanni Bianco and annual sales of € 145 million in 2018, the turnkey supplier for beverage, food and non-food is well aware of the trends and potential of PET packaging in the latter segment.
“The fact that PET has significant advantages as a preferred material in cosmetics and beauty care, household products and other non-food areas is reflected on every supermarket shelf,” Milesi explained. “In addition to the low cost, ease of process, positive mechanical properties, high availability of raw materials worldwide and an annual growth rate of over 6%, the excellent visuals of the packaging and the material throughput also speak in favour of its use in these areas. This is joined by the high recycling capability of PET. Compared with the outputs of HDPE extrusion equipment, for example, PET stretch blow moulding equipment is able to manufacture significantly higher quantities. A key challenge for non-food processors is to make the right choice of closure. Ideally, these should correspond to uniform preform necks, so as to avoid having to invest in new preform moulds for each type of neck.” Mr Milesi is confident that “if influential companies in the industry further develop the closure design to a standard, this could unify the preform market for non-food conversion, globally improve the availability of preforms for these segments and, in the best case scenario, render the neck issue obsolete.”

The fact that there has not, so far, been a standard for necks explains the success of both technologies, whether single-stage or two-stage. What used to be a single-stage attribute can now also be used in two-stage processes, thanks to selective or differential heating technology for PET preforms. This means that stretch-blown, non-cylindrical containers, such as rectangular, oval and additional designs with a completely uniform material distribution are now possible. According to SMI, the message that the product on the shelf sends to the customer is now more important than ever before and a key factor for success and sales, which is why huge efforts are now being made in packaging and design.
“PET’s attributes enable it to fulfil these requirements in the non-food sector,” Mr Milesi explained. Despite this, it is difficult to predict how the market will develop, whether there will be a uniform neck standard or innovation in the handling of different neck finishes, which will make the equipment more flexible.