
Mould making, a review
It is not working without: moulds
The PET bottle is a product that has been optimised over the last years and is constantly evolving. Different development steps have to be led back thereby on mould technology which made it over the years possible to fulfil producers and customers inquiries. The requirements to the mould makers are accordingly manifold. The following criteria are particularly important for closure and perform mould maker: a high degree of standardisation and modularisation of the tools, which allow a high degree of flexibility in order to quickly change the design or to expand the mould variation. High-precision production with guaranteed production cycles and production times; this in turn depends on material technology and processing. High surface and wear protection must also be guaranteed as well as minimal maintenance and a fast change over. A modern machine park must have a high degree of automation. This includes high-speed milling, electric discharge machining and CNC grinding. The peculiarities and challenges of the production of stretch blow moulds you can read on page 26.
Closure moulds
z-mould’s high-cavity injection moulds have a high degree of standardisation and modularity which guarantees low-maintenance moulds, easy handling and flexibility. The patented z-slides mould technology for closures with tamper-evident band combines all essential market qualities in one product. Stack moulds, moulds with unscrewing function, flip-top moulds with in mould closing are produced on up to 144 cavities. Carbonated and non-carbonated drinks, water, juices and beer, as well as coffee & tea and dairy are filling application goods. Also edible oil, soy sauces and other fillings are possible. The lowest closer weight is 0.7 g. All single-piece standard closure dimensions for all neck finishes, sport closures, flip tops, push pulls, and multi component closures can be produced in HDPE, LDPE, PP or TPE on moulds with a cavity from 16-128.
Corvaglia has been offering closure solutions for PET bottles since 1991. A modular approach to injection moulding comes with significant advantages. It is flexible, whether to modify the mould or to replace certain parts. With a state of the art machine park, Corvaglia produces moulds with selected materials, an own cooling technology and special surface finishes. Closures can be produced for the following products: for still, carbonated, pressurised and non pressurised, milk, juice, tea, coffee, beer and energy drinks, and also for edible oil and detergents. Closures weight starts at 0.8 g. Made out of HDPE and PP for transparent parts, flat top and sport closures for beverage from 25-48 mm neck finished can be produced. Corvaglia offers moulds with cavities from 24-96.
Preform and stretch blow moulds
GDXL Precise Machinery was founded in 1993. It is a high tech enterprise of moulding equipment to the PET plastic industry. The company designs and manufactures PET moulds, including blow moulds, preform injection moulds and cap compression and injection moulds. Blow moulds are supplied to companies like Sidel, Krones, KHS, Tech-Long, Newamstar. The maximum size of the PET bottle has 5 l. The bottle design is optimised for light weight production, also with an optimised base for CSDs. In case of prefoms moulding GDXL offers for horizontal opening 32 to 144 cavities with standard and various neck finishes. Preform size ranges from pharmaceutical/cosmetic bottle to 5 gallon keg application (3.5-750 g). For a vertical opening GDXL offers cavities from 16-96. Various neck finishes are possible. The preform weight would be up to 69 g.
While the company Röders Tec provided stretch blow moulds with a maximum size of 10 l in 2010, it now produces moulds for 20 l containers. Röders has been developing and producing stretch blow moulds for PET bottles and containers since 1975. Through the development of their own coatings for particularly hard and smooth surfaces, Röders has managed to qualify aluminium moulds for hot-filling production. It has cut the manufacturing costs and the wear in the blowing machine is minimised, because of reduced weight. Changing the mould is fast and easy. (RMC system) Röders has a quick and flexible bottle sampling. The company supplies moulds to Sidel, KHS, Krones, Sipa, Kosme, Nissei, Chumpower, Terekas and 1Blow etc. They have solutions for compatibility of moulds between different machine types.
Kiefer Mold has grown since its foundation in 1987 by Ulrich Kiefer, and became the specialist in manufacturing tools in the plastics transformation field. In 2010 Kiefer already produced moulds for all types of SBM machines. The maximum bottle size at that time was 10 l. Today the mould specialist produces mould for up to 30 l. Kiefer has a special design service with photochemical etching, milling, eroding and laser engraving. The moulds enable lightweight design and special designs for different products like functional drinks, juices, oil and vinegar. Moulds are also used for household products, cosmetic-and petrochemical products. Kiefer supplied machine manufacturers like Kosme, Krones, Sipa, Sidel, ADS, Sacmi, KHS, Bekum, Side, SMI.
R&D Leverage was founded in 1976 serving the tool market. In the mid 1980’s R&D was already involved in the plastics industry. The company designs and build injections tools, ISBM, SBM, and extrusion blow moulds. In 1995 the UK division was build and there injection stretch blow tooling business stared. From 2000 on an expanded Product Solution Laboratory is running in the UK. In this laboratory they can trial products, colour, materials plus qualify product tooling on SBM machines. Today R&D Leverage supplies Sidel, Krones, Sipa, Side and Chumpower with stretch blow moulds. The maximum bottle size is 5 l. R&D also supplies retrofit moulds for existing SBM machines. Also prefom tooling belongs to R&D Leverage specialities. Preform mould for up to 96 cavities with perform sizes from 24 mm through 63 mm neck, with 12 g through 350 g weight can be produced. R&D Leverage builds moulds for Husky, BM Biraghi, Milacron, Engel, Krupp, Krauss Maffei.
Husky Injection Molding Systems Ltd. is a supplier of injection moulding equipment and services to the plastics industry. Husky design, manufacture and integrate a range of injection moulding equipment, including machines, moulds, hot runners, auxiliaries and integrated systems. It is known for its preform equipment which is used to produce a range of products for the beverage packaging, closures, thinwall packaging, medical, and consumer electronics markets. With more than 35 years of experience in the preform industry, Husky produces preform moulds with a cavity from 6 to 144. Threads were produced from up to 100 mm in diameter and up to 205 mm in length. Husky produces moulds to support all perform designs and output requirements.
New generation of hot runners at MHT
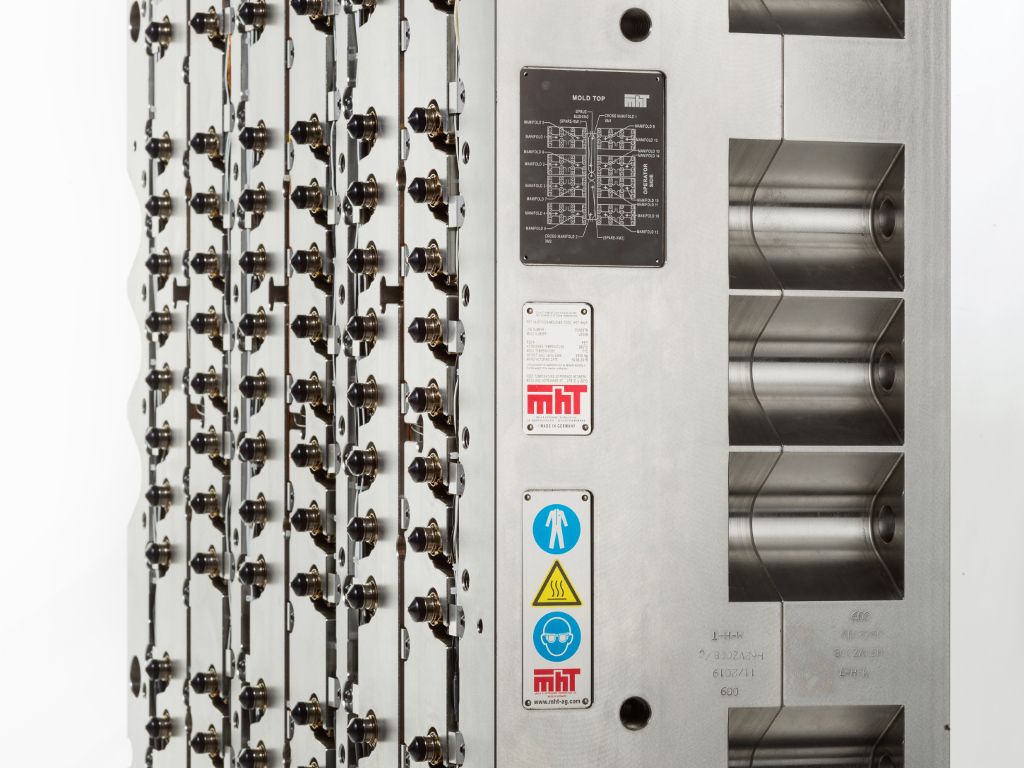
Since PET degrades quickly, both thermally and mechanically, the hot runner is highly significant in the manufacture of PET preforms. As a tool specialist, MHT Mold & Hotrunner Technology AG has developed a new generation of hot runners, optiRUN, that greatly reduces the formation of dust, a phenomenon feared by preform manufacturers. The dust is formed when a gaseous substance made of PET fission products precipitates on the metallic tool surfaces.
With the new hot runner, the maintenance intervals are now longer. The hot runner was developed in collaboration with the Darmstadt University of Applied Sciences, which engaged in fundamental research on dwell times and the degradation of materials. The result is a conventional two-plate construction that is equipped with individual modular hot runner packages. This as well as the small-volume individually regulated heating zones makes very uniform temperature control across the entire system possible. Due to the division, it was also possible to re-design and improve the balancing and deflections of the melt flow with the help of simulations. The results of the short-shot test were excellent.
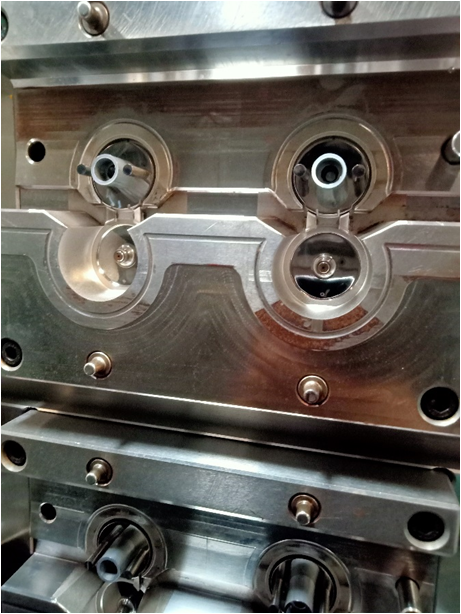
The cooled adapter plates on the individual hot runner packages serve more than one purpose: They supply air, provide temperature control for the valve gate and can also make the use of different piston housings possible. This means that if the installation dimensions of future hot runner components should differ from the current Vulcan II series, one simply needs to exchange the adapter plates. Of course the new hot runner is 100% compatible with existing cold tool sides.
One of optiRUN’s strengths lies in the processing of recycled PET as well as PET flakes. According to an EU directive, adding 25% rPET to fresh PET granules is prescribed as of 2025. From 2030, this proportion even goes up to 30%. It is important to be prepared for this with regard to MHT tools with a long service life. The focus will also be on the challenging processing of flakes.
Starting immediately, information related to durability can be obtained from the cycle counter, which is installed by default, and the optionally available operating hours counter. Several prototypes of the optiRUN hot runner generation underwent a year-long test phase under demanding production conditions (share of flakes of up to 70%) at major packaging manufacturers. Preform quality was analysed, and a special focus was placed on process reliability with very good results.
After the product launch at the K trade fair, the new hot runner generation is available for tools from 48 to 144 cavities and all current mould cavity pitches. The current, proven generation of hot runners still an appealing choice due to its compact construction will remain in MHT’s portfolio, so that customers can choose a suitable solution depending on their machinery and tool size.
PET Technologies has finished project for Aqua-Premium LLC

TM Voda UA is a combination of style, beauty and health. High quality of TM Voda UA spring water is confirmed by corresponding certificates; stylish bottle with poppy flowers emphasises the company’s image. It belongs to premium segment; its outstanding design makes the brand recognisable in the market. Main task of the project was to adapt glass bottle design of TM Voda UA to the properties of PET material in three bottle volumes – 0.5, 1 and 1.5 l. At first sight it is hard to distinguish PET bottle from its glass prototype – the PET bottle bottom is flat and repeats the shape of the glass one.
Bottle design contains poppy flowers that have rich history in Ukrainian culture – Ukrainians identify them with youth and beauty. Wide range of poppy flower symbolic meanings made the plant popular in Ukrainian culture. Combination of traditions, modern technologies and innovative standards marked another successful project completion of PET Technologies with Aqua-Premium LLC.
Reduced pitch, increased cavitation

Indian PETform is a developer and provider of advanced preform moulds and hot-runner systems up to 144 cavities. At K2019 the Daman-based company introduced a new hot-runner development. Particular attention was paid to energy efficiency. Thus, the new hot-runner comes with an improved insulation. “By incorporating an advanced insulation made of titanium or ceramics between the hot manifold and the cold backing plates we are able to reduce energy consumption significantly. The new insulation made the system 15-20% more energy efficient, depending on the material used. Titanium, for example, has a third of the thermal conductivity compared with steel, ceramics only one tenth. And besides the energy savings aspect, better insulation also ensures shorter start-up times”, explained PETform’s CEO Shurid Mody.
In addition, the new style features a reduced pitch size between cavities of as low as 40 mm. “With this reduction, for neck diameters of 25 mm and less, we can increase the cavitation by as much as 25% in the same machine”, said Mr. Mody. With the reduced pitch, the mass of the mould is reduced allowing for shorter lock to lock times and some saving in the energy used for platen motion. The lower mould pitch also results in lower pressure drop, preservation of material IV, energy saving and a wider process temperature window of 200-300 °C. This allows the usage of PET as well as biodegradable PET substitutes or PP likewise.
Manjushree mould products

ASSP mould: This is a 9.68 gm capacity preform with 50 ml pack. The specially designed preform with a neck for packing of carbonated soft drinks is suitable for use where carbon retention is an issue. The bottle made from this preform is known for its barrier properties.
Mould for 2 l bottle with handle: As know in ISBM process, bottles with integral handle cannot be produced; so a bottle was designed in a way that a secondary handle can be fixed on it and it can work as an integral handle for holding bottles with high capacity conveniently. This development is primarily targeted at the liquor and edible oil segment.
Bi-injection cap: This comprises of two colours in one single cap. This is not only aesthetically appealing but also acts as a deterrent for counterfeiting. This mould is a very special mould and the process is called Core Withdrawl. This machine comes with two barrels for zwo different colours.
20 l water can: This is a bottle made on a single stage ISBM machine with special technique of zero cooling giving advantage of higher production specially when the preforms are very thick; the strength is also claimed to be far better than bottles produced from normal ISBM process, with better mechanical properties and clarity.