
From up and over to side
A sideway gamechanger – New Netstal PET-Line with sideway removals system
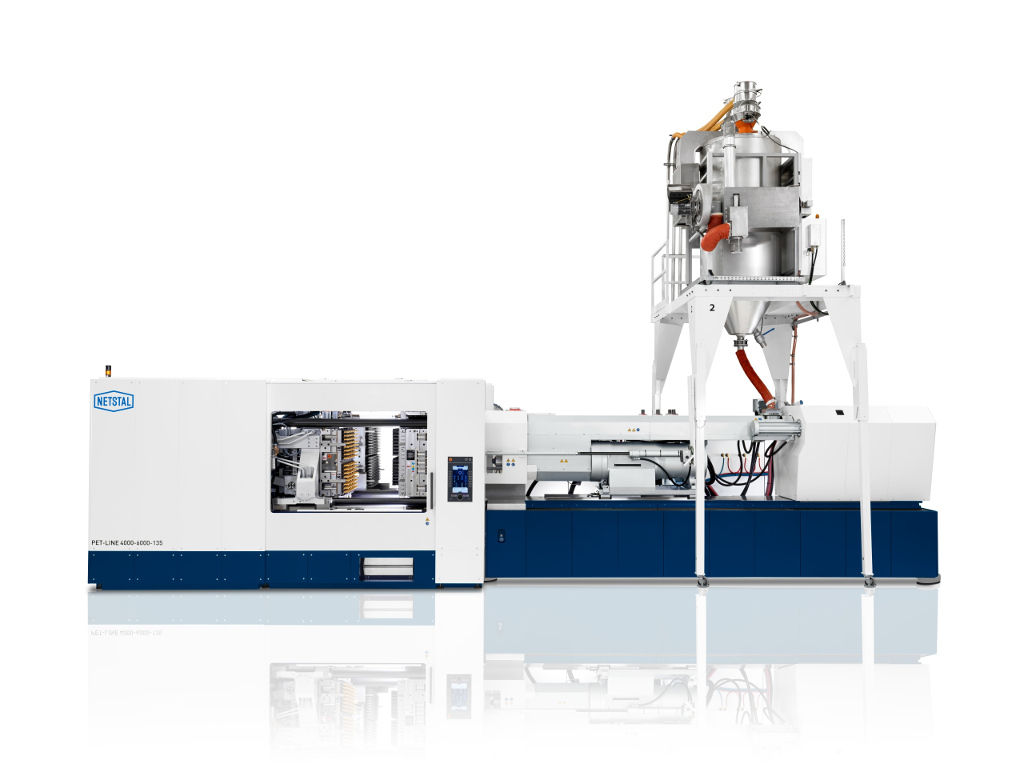
Krauss Maffei High Performance introduced its Netstal PET-Line with the sideway removal system in September which allowed us to take a close look at the new 4,000 kN line along with Stefan Kleinfeld, Product Manager for the complete range of Netstal and Krauss Maffei PET Systems and Renzo Davatz, CEO of Krauss Maffei High Performance AG.
Sideways removal has become the norm for all suppliers, with preform moulds and production facilities designed to accommodate this. Krauss Maffei High Performance, formerly known as Netstal, is the only company that prefers removing preforms up and over the machine. Their so-called PET-Line, which is still sold under the Netstal product brand, is generally regarded by the industry as the most robust and energy efficient system on the market. In order to be active on the sideways removal market, three years ago the company decided to develop a completely new PET-Line as a sideways removal system. Moulds provided by suppliers since 2004 have been used with the machines. Not content with creating yet another standard system, the company was determined to improve on the energy efficiency capability and performance of previous PET systems.
PETplanet: Are we seeing a completely new system here?

Stefan Kleinfeld: During the development of each component, we always ask ourselves how we can increase productivity for the customer. Our key requirements have always been speed, energy efficiency, durability, ease of use and maintenance. The result is a system that has a lock-to-lock time of 1.9 seconds, with an energy consumption rate of 0.179 kWh/kg PET for the produced 18.6 g preform. In so doing, I believe we are setting new standards for the industry.
PETplanet: Let us start with the lock-to-lock time. How have you been able to achieve this?
Stefan Kleinfeld: A good example. From the clamping unit, you can see that we have put every component, or in this case, every assembly under the microscope. In order to achieve fast speeds we use the classic 5-point twin toggle lever, which accelerates and decelerates the moving panel that runs on large guide rails. This has been assembled with great precision and is wear-resistant. The toggle lever is driven by an electric motor which has transmission and steering rack. The electric motor generates the necessary speed. The steering rack is extremely durable and shows far less signs of wear and tear compared to spindles used elsewhere. For the user, this means that the precision and speed of the clamp will be just the same in 5-10 years’ time as it was on day one. By definition, the electric drive is more energy efficient than its hydraulic counterpart. This has enabled us to make additional savings as we are able to recuperate kinetic energy when braking.
PETplanet: Is the plasticising unit just as well developed?
Stefan Kleinfeld: The screw is certainly a very prominent feature of the system. The concept of the screw and shot pot is a proven success in our company and is the approach we decided to adopt. The screw was further developed, based on our experience with the PETForm and the PET-Line top-entry in order to obtain a significantly larger process window in the production environment. This is irrespective of the quality of the material; it can be 100% new or 100% rPET, something in between, or with additives. The screw has been extensively tested and is better than the previous versions in every respect in terms of material throughput kg/h, homogenisation, intake behaviour, start-up behaviour (usually lower granulate temperatures at the beginning), AA values and IV drop.
PETplanet: There are some market traders who are convinced that using shot pot will always produce specks. Old PET residues from the pot generate black spots.

Stefan Kleinfeld: This might well have happened in the past. Today, designs are much improved. The piston in the shot pot is essentially lubricated by the PET, thereby forcing out any older material lying between the piston and cylinder. This ensures that only freshly plasticised matter can enter the mould.
PETplanet: The screw is electrically driven but transferring of the melt into the shooting pot is hydraulically. How did you attach the energy-saving pin to the hydraulic system?
Stefan Kleinfeld: In principle, we have stuck to our model by using a controlled pump and hydraulic accumulator but have become much more efficient when it comes to the detail. One issue is the reduction of the hydraulic pressure which is needed when transferring the melt. Another issue, for example, is that of hydraulic oil. We now use HLP46 which has the necessary viscosity level at 40 degrees. Previously, that figure was 50 degrees, which means less heating and radiation energy. The oil is also available to users worldwide. A positive side-benefit is the hydraulics and its accumulators. In the event of a power failure, the oil will continue to flow through the pump from the accumulators. The pump’s electrical drive is then used as a generator with the machine able to complete the cycle in a controlled manner.
PETplanet: You can look back on decades of experience in using injection moulding machines. But the concept of sideways removal is a new one for you. Surely your competitors have the technology covered with patents?
Stefan Kleinfeld: The first thing to say is that we have again made a thorough appraisal of the type of assembly, with cycle time and energy efficiency being key for us. The removal carriage recovers electrical energy during negative acceleration. By not connecting the placement arm to the moving panel, we have achieved greater freedom. Of course, we have studied the patent situation in great detail. However, sideways removal has been on the market for quite a while now, so some of the patents will have already expired. Internal preform cooling is one example. With our extraction system, we are able to handle all industry specifications, from internal preform cooling to the four post-mould cooling stations.
PETplanet: Is the user interface also new?
Stefan Kleinfeld: It’s not just the user interface – the whole control system is new. Better resolution of the parameters ensures that the machine can run smooth start-up and start-down curves at high speeds. But, you’re right, the user interface is a new innovation. The emphasis here has been on how easily the unit can be operated using only four buttons. We have had excellent results using this simplified approach when dealing with medical products. System failure due to operational error has been significantly reduced. Basic machine operators can be trained within a very short period of time. Specialists, of course, have full access to all set-up programmes.
PETplanet: Have you also been able to bring your partners on board?
Stefan Kleinfeld: Take Piovan. Control of the PET drying process can now be done from our interface or IMDvista. Preform control by a visual inspection system is integrated directly once the preforms have been discharged.
PETplanet: With all the technical advantages, it is also important for attracting new sales that your system can be housed within existing production facilities in order to undertake sideways removal. How is this going?
Stefan Kleinfeld: In spite of the toggle lever, our unit is several centimetres shorter and narrower in its size category than other suppliers. Our new Netstal PET-Line also fits into properly sized storage areas. Media connections are located in the plasticising area, i.e. where the user normally has their supply. And as energy consumption is low, the electrical feed should also be sufficient.
PETplanet: You have installed a lot of new and more expensive machinery compared to the more traditional PET plants. Are you able to offer equipment at a marketable price?

Stefan Kleinfeld: I mentioned this at the outset. We have always gone down the road of having the highest efficiency and durability. We have set new standards in terms of speed and energy efficiency. When you look at the overall cost of preforms, the machinery investment is only a small part. And I believe that once this unit is on the market, customers will be able to see for themselves just how realistic the costs are for them. After all, they can now compare empirical values of their moulds from previous lines with the actual cost of the new Netstal PET-Line. This might be a good opportunity for you as editor to research on site.
PETplanet: Has the market pushed you to enter the side entry technology?
Renzo Davatz: Let’s put it this way: many of our customers have encouraged us to take this step. Even a technically good unique selling point such as removal from the top can be a limiting factor for market access if the market moves in a different direction.
PETplanet: With the new system you want to reshuffle the cards in the market. What are your concrete goals?
Renzo Davatz: Due to the lack of mould compatibility, we have had little access to the growing market for high-performance side entry systems. With the new Netstal PET-Line we provide a relevant alternative for many users worldwide. Accordingly we want to achieve significant growth in the coming years and double our sales of PET machines.