
A unique construction
Ramseier Suisse AG invests in state-of-the-art aseptic line from KHS
With technology from KHS, Ramseier Suisse AG in Sursee in Switzerland recently commissioned a special aseptic line: one that is flexible, efficient and perfectly tailored to the company’s demand for quality.

Established as a cider press over 100 years ago, with a gross turnover of CHF 156 million, traditional company Ramseier Suisse AG is one of the biggest beverage producers and most important independent breweries in the Swiss Confederation. At its four facilities it produces not just beer but primarily apple juice, cider and apple spritzers, fruit juice, mineral water, soda pop and soft drinks – some as exclusive own brands for retail chains such as Coop or Migros.
As it processes more than half of all cider fruit in Switzerland, Ramseier Suisse AG attaches great importance to quality. Apples, pears and the apple mint used in its freshly brewed iced tea are sourced from local farmers and governed by strict specifications. The company’s high demands equally apply to its products and the methods used to make them: many of the fruit juice and tea beverages are not hot filled, for example, but instead undergo gentle pasteurisation and are filled into the bottle under aseptic conditions in order to retain the full fruity or herbal flavour.
When it comes to the production technology, using standard equipment is not, for the Swiss, a satisfactory option. Ramseier Suisse AG has worked with systems provider KHS for over 30 years. The most recent pro-duct of this cooperation is an aseptic line at the production site in Sursee near Lucerne. The Dortmund engineering company has supplied the process technology, the stretch blow moulder/filler block and a labelling machine. The new line, in which around €15 million have been invested, is part of the systematic innovation process that is intended to make the bottler technologically fit for the future. “We reckon that the variety of products and packaging will continue to increase,” explains Christoph Suter, CTO and board member of Ramseier Suisse AG. “In the future our production setup must be able to react even more flexibly to constantly changing market requirements. This calls for continuous renewal of our plant infrastructure.”

Ramseier Suisse AG’s key demands in this respect are flexibility, operational reliability, efficiency and sustainability. “Our machines have to process a broad spectrum of beverages,” says Suter. “Not only that but the PET aseptic line has to cater particularly for a variety of packaging specifications, such as different bottle shapes, sports caps or sleeve labels, all of which feature in our highly diverse product portfolio.”
Limited amount of room
One special challenge faced by the KHS engineers was the limited amount of room available for the new machinery. Despite the production shop being expanded, there was only a narrow space provided for the line. The answer was to construct a large stainless steel platform above the stretch blow moulder/filler block that contains all of the process engineering with a juice de-aerator, flash pasteuriser, sterile buffer tank, valve manifold, CIP system and all control cabinets for the entire line. A dormer had to be especially built into the production shop roof to accommodate the enormous tank. With a total volume of 9,000 l, it allows a new batch of product to be prepared while the filler is still being cleaned. So that it runs completely empty using the natural incline, the tank was also placed on staging so that its upper edge stands at over ten metres. A practical door accessed from the roof facilitates inspection and maintenance.
“The customer is not the only one enthused by the result, says Lutz Müller, Sales Manager at KHS, “This is a unique construction, a real eye-opener. Here, we can see how product preparation and product filling perfectly interact – the result of an elaborate and thorough planning process mastered together with the engineers at Ramseier Suisse AG.”
“There’s absolutely nothing normal about this line”
The InnoPET BloFill ACF-L aseptic stretch blow moulder/filler block from KHS is a good example of the high-tech now erected in Switzerland. This includes the InnoPET Blomax Series V, the latest generation of KHS stretch blow moulding technology. It has been equipped with a box tilter which with its dosed preform infeed exerts a lower load on the preforms and thus causes less damage to them. A dedusting and an inspection module have also been installed. While the first blows out the preforms, the second identifies any foreign particles or deformation and ejects all affected PET preforms, thus preventing production downtimes. A cap inspection unit at the filler that checks for shape and colour fulfils the same purpose. The tried-and-tested linear aseptic filler itself fills up to 12,000 bph in PET, holding between 250 ml and 1 l or 9,000 bph containing 1,5 l.
Its many striking features include a number of technical innovations such as for instance, further-developed bottle grippers that hold the bottles in place better than the previous model. Innovative switching valves control the volume of the inflow to the actual filling valve and thus permit a total of four different infeed speeds adapted to the beverages’ respective foaming properties. The filling valves and valve outlets were specially optimised to cater for Ramseier Suisse AG products. “There’s absolutely nothing normal about this line,” emphasises Lutz Müller.
Smart technology

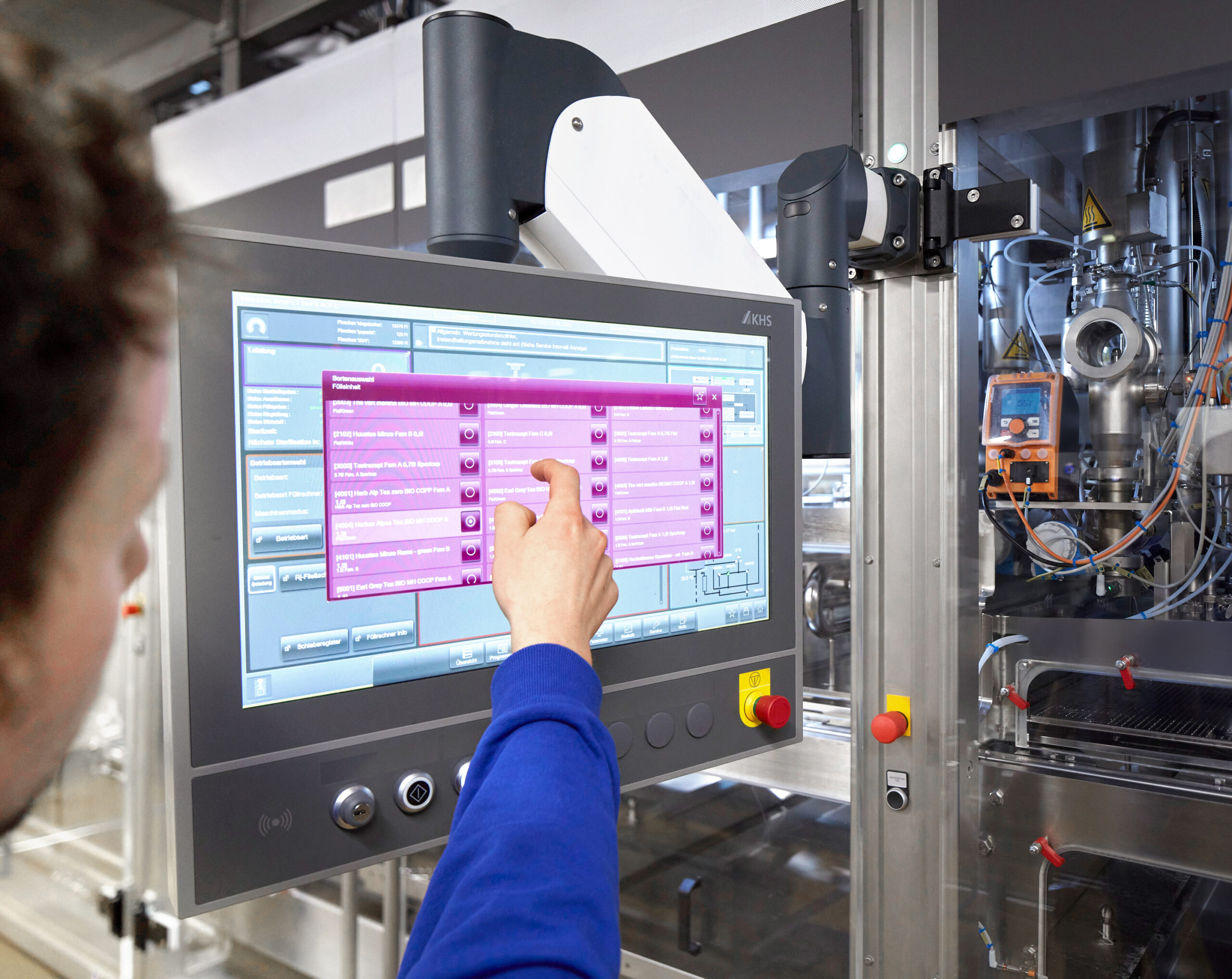
The system control unit based on TIA Siemens technology is one of the novelties on this line, making use of modular software for the very first time. It enables any adjustments to be made to the affected module only without the entire system having to be handled. The machinery is operated from the new ClearLine HMI (human machine interface) operator panel. One practical feature for the operator is that the panels installed at filler height at ground level can also be used to control the process engineering up on the platform. This means that personnel do not have to waste time climbing stairs or walking round the machine, as screens are positioned on both sides of the stretch blow moulder/filler block.
Every effort has been made along the entire line to speed up, shorten or simplify processes in order to save time and make the plant engineering as efficient as possible. Further examples are the quick and flexible format changeovers and shorter cleaning and sterilisation times, reduced from a previous 5 h to a current 3.5 h. In addition, the new filler is now sterilised with hydrogen peroxide instead of peracetic acid which was formerly used in wet aseptics. Suter therefore expects to make savings in maintenance, operating materials, steam consumption and in water and wastewater. “The new line is also more efficient regarding fixed product loss caused by the system,” states the CTO.