Sustainablility – enabling additives for food and beverage packaging
Functional additives are crucial to making PET a versatile packaging material. Additives can extend the performance of PET by protecting against food spoilage caused by oxygen ingress, UV radiation, visible light, and/or by-product migration. They can also help with retaining packaging material’s mechanical properties.
The circular use of PET will significantly reduce reliance on fossil fuels and reduce carbon emissions. The use of mechanically recycled PET yields 79% less CO2 emissions than virgin PET.
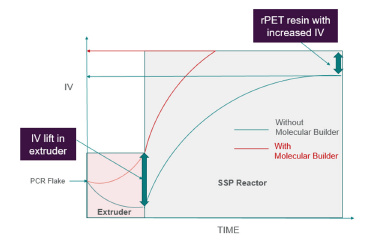
This circular use of PET will significantly reduce reliance on fossil fuels in the manufacturing process as recycled PET use yields 79% less CO2 emissions than virgin PET. However, the recycled material has different qualities than virgin PET, often darker or yellow in colour with lower intrinsic viscosity (IV), and is also more challenging to process.
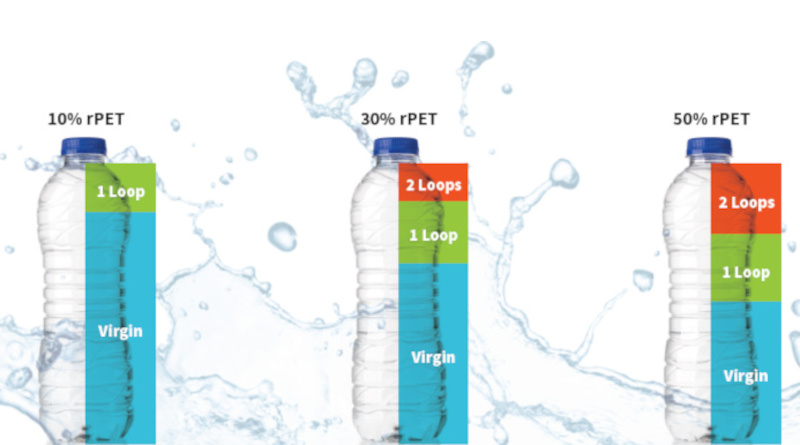
To address the increased use of rPET and the multiple processing loops it will undergo, manufacturers will require additives that meet these additional challenges. As rPET content increases, additives need to adapt so that:
1) they do not negatively impact rPET aesthetically or during processing;
2) they function as intended when used in conjunction with rPET;
3) they have no negative impact on non-intentionally added substances (NIAS) through the recycling process.
A shift from functional additives to sustainability-enabling functional additives will be required in this rapidly changing market. Additives that provide the necessary functionality have no negative impact on rPET, and show improvements in rPET quality, processability, or performance, are currently available. If adopted globally, additives like these would enable improved quality and availability of bottle-grade rPET in the future, enabling the continued circularity of PET through multiple recycle loops.
Colour
When PET is recycled, degradation reactions can lead to yellowing. In addition, degradation reactions of PET additives can also occur, potentially leading to additional yellowing and colour variation. As the levels of rPET used in PET packaging are set to increase, the number of heat exposures of rPET will increase; hence, the yellowing and colour variation of rPET resin will increase.
To overcome these issues, Avient developed a range of solutions that will have a minimal impact on the additional discolouration of rPET even after repetitive recycling steps. And to mimic more realistic conditions, Avient has set up an internal recycling protocol that is evaluating colour stability as ∆E* (Delta E) through five melt heat histories which is the equivalent of two full recycle loops, focusing on the total colour shift of the L, a, b* values. This approach can be used to screen the heat stability of additives, such as PET toners. The below chart is an example of how ∆E* can be used to compare two toner products. ColorMatrix Optica toner was formulated with specific colourants that show improved stability through these multiple cycles and therefore contribute less to yellowing and colour variation in the rPET stream than a standard toner.
Processability

As the number of heat exposures to rPET increases due to rising use levels, the processability of rPET will decrease. Mechanical recycling of PET produces a PET product with a lower mechanical strength compared to virgin PET with an equivalent intrinsic viscosity. These materials process differently, particularly during the bottle-blowing process. They heat up differently, stretch differently, and, when used in combinations or blends, can lead to a number of bottle-blowing process issues. This significantly narrows the bottle-blowing parameters for achieving a good quality PET bottle, resulting in poor quality bottles, reduced line speeds, increased blowouts, increased downtime, and increased scrap rates.
Bottle-blowing process aides, such as ColorMatrix Smartheat RHC, improve the preform heat up rate and heating uniformity, allowing for a wider bottle-blowing window. This enables optimisation of the bottle-blowing process and polymer weight distribution within the bottle sections. The resultant will deliver improved quality and mechanical strength, helping to reduce processing issues such as blowouts, downtime, and scrap rates even at higher usage of rPET. In contrast to other reheat agents, SmartHeat RHC has minimal impact on final product colour or aesthetics and is accredited by the American Plastic Recyclers (APR).
Performance
Maintaining the desired processability is one of many challenges that additives will have to face within a market contemplating the increased use of rPET. Additive performance with rPET will also have to be addressed.
This is true for oxygen or acetaldehyde scavengers as well as toners or process aids. For example, oxygen scavenger technology is essential to the food packaging industry because it prevents or delays oxygen ingress into plastic packaging to extend shelf life and reduce food waste. Many commercial technologies are based on metal catalysis to function. This catalysis has been proven successful and offers full compatibility and performance when used with virgin resins. As the amount of rPET is set to increase, oxygen scavengers will face the challenge of maintaining performance regardless of the quantity or quality of rPET utilised. Impurities from different rPET grades can cause the deactivation of the metal catalysts currently used. Suppliers of oxygen scavenger technologies must help the market implement and achieve their sustainability targets by developing new technologies that can perform equally well with increasing amounts of rPET and with the prospect of utilising up to 100% recycled content in the future. For this purpose, Avient has developed ColorMatrix Amosorb 4020R, an oxygen scavenger designed to maintain consistent oxygen scavenging with the most commonly employed rPET grades, regardless of the quantity of rPET utilised in the bottle. Amosorb 4020R thus gives performance, raw material choice flexibility, and supports achieving multiple recyclability targets at once.
The amount and quality of rPET that will be used could also affect specific market segments more than others. Acetaldehyde is intrinsically present in variable quantities in materials such as rPET. Its presence can profoundly affect the water bottle market because even a small migration of such substance from packaging can change the organoleptic properties of water. The use of ColorMatrix AAzure acetaldehyde control technology will reduce AA levels in PET bottles by up to 80%. Furthermore, it allows for further optimisation in the bottle-blowing process, producing a better quality bottle with improved mechanical strength while reducing carbon emissions. This can help to increase rPET content by reducing processing issues such as bottle blowouts, which can often lead to a loss of productivity.
ColorMatrix AAzure has a light blue tint, useful for offsetting any yellowing from using rPET. Use of sustainability-enabling additives that can address these challenges and help grow the percentage of rPET employed in the future stand to play a fundamental role in the packaging market.
Conclusions
In the coming years, the industry will see several significant changes within the packaging market. Sustainability initiatives need to be front and centre in order to achieve a truly circular economy by the middle of the century.
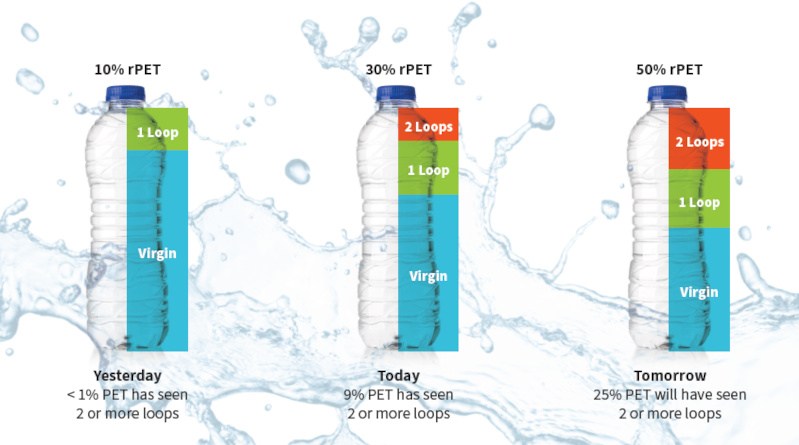
The use of rPET is already mandated with specific targets in certain regions. Its composition and the number of recycling loops the material goes through will drastically change the makeup of PET bottles that enter the market.
Additive manufacturers will need to adapt their offerings to help converters and brand owners operate in such a changing environment. Bottle manufacturers will have to choose products to help move the industry towards a real circular economy. Selecting the proper additives for PET will enable the ease of use of rPET and help maintain PET as the material of choice for the future.
Article by Marco Schaefer, Sr. Marketing Manager Food & Beverages Packaging EMEA, Avient Corporation