Keeping the AA level low
by Dr Eng Christina Haerter, Head of Application Engineering at Netstal and Christian Tilsner,
Technical Director at MHT Mold & Hotrunner Technology
Acetaldehyde (AA) is a small molecule formed by the body during the degradation of ethanol (alcohol) and the cause of a hangover after a long evening’s drinking. It also occurs in a variety of foods such as yoghurt, beer, green apples and coffee and contributes to the taste. It produces a fruity, fresh taste very similar to that of apple. When PET is processed into preforms, AA is formed as a degradation by-product of PET through a reaction of OH-end groups of PET with water, glycol and oxygen. AA is a colourless and highly volatile liquid.
Individual molecules can migrate through the PET of a bottle wall and enter the packaged liquid, as AA is miscible in water. A higher concentration of the substance is undesirable, particularly in water packaged in PET bottles, as a change in taste occurs after a certain storage time, the threshold of which is 0.01-0.025 ppm. The beverage is then in breach of European Framework Regulation No. 1935/2004 or the US Federal Food, Drug and Cosmetic Act. Both regulations ensure that the organoleptic quality of food remains the same. This is why some water bottlers have set limits for AA in preforms and bottles.
In preforms, the limit is often 4 ppm. In Germany, the rule is much stricter at 2 ppm. AA blockers are used to achieve these low values. In addition, the International Agency for Research on Cancer (IARC) has classified AA as a possible carcinogen because it readily forms bonds with human DNA and is thought to have mutagenic and carcinogenic effects, particularly in combination with other substances. However, the limits of 6 ppm that apply in Switzerland and the EU are not exceeded during the production of PET bottles, from which we can be confident that the bottles do not pose any health hazards.
Netstal launched its new PET line with sideways removal in September 2020. It is compatible with industry standards and thus offers the user a high level of flexibility. The main focus in the design of the machinery was to keep AA levels low because if the AA blocker is used to prevent migration of AA from the bottle wall into water, it is often a 2-aminobenzamide with an SML (specific migration limit) of up to 50 µg/l. This blocker is thought to contain hormone-like substances and should therefore be avoided. Furthermore, the use of an additional additive results in high costs. Particular attention therefore had to be paid to factors that affect the AA value.
The formation of AA can be influenced by drying temperature, the amount of drying air, processing temperature, residence time in the dryer, plasticising or the individual mould. Tests carried out by Netstal have shown that residence time has by far the greatest impact on the AA level. If the plasticising process is too great in relation to the throughput, degradation and therefore the formation of AA are enhanced. For this reason, it is important to consider the scale of the plasticisation procedure, particularly for small, lightweight water preforms.
Netstal has developed a completely new screw for its latest PET line whose design guides the shear into the melt in a controlled way and is also optimised in terms of residence time in the molten state. Material and thermal homogenisation takes place again at the tip of the screw. The melt then enters the shotpot with a uniform, thermal cross-section. By using the screw, which has extremely robust process properties, PET can be processed at temperatures around 20 K lower than before. In combination with the low shear, this means low AA values. The new screw design on its own has made it possible to reduce the use of AA blockers through a partner company that has already tested its effectiveness.
The choice of the correct hot runner size or model can also affect the AA value. As with the plasticising process mentioned above, the residence time of the melt, shear and temperature control are also influencing factors in the hot runner’s AA value. The most important drivers that contribute to the formation of AA are the temperature and residence time of the melt in areas that have an elevated temperature. The primary task of the hot runner manifold is to distribute the melt flow simultaneously to all cavities at the same flow rate. When designing the balancing system, the volume, channel diameter, stagnation zones, together with deviations and temperature control, have an effect on preform quality or AA content.
The balance between residence time, pressure loss and associated shear is critical in hot runner design. The residence time of the PET in the hot runner is a function of the preform weight and the volume of material in the manifold, including nozzle and cycle time. Preforms with low weights or long cycle times cause the melt to remain longer in the manifold, resulting in an increase in AA content. The hot runner manufacturer MHT selects the channels or volumes to suit a specific application as required. If the volume of the hot runner manifold is to be kept as low as possible, the Legacy model can demonstrate its full potential through short flow pathways or fewer manifold levels. However, flow channels cannot be reduced indefinitely as the reduced flow cross-section leads to increased pressure loss and thus to higher shear loads.
Thermal effects or flow patterns of the melt generate different AA values at varying positions within a shot. As a result, cavities with higher AA values are formed whose positions remain reproducible during manufacture. The outer edge layers of the melt experience higher shear than the inner core. Consequently, the layers close to the wall have a higher temperature and always follow the inside of the manifold. In the further development of the optiRun line, the focus has been on mixing the middle and edge layers through mechanical intervention. This is achieved by, for example, manufacturing the manifolds using alternative production processes. Furthermore, thermal imbalances are reduced by the number of heaters. The new PET line has numerous control points thus providing ideal and precise interaction between machine and hot runner.
In order to be able to draw definite conclusions about the level of AA values, tests were carried out on Netstal’s new PET line side-entry in conjunction with a 128-cavity mould from MHT. The mould includes a high-performance hot runner from the optiRun range. New virgin PET material Lighter S93 from Equipolymers was processed. The preform produced has a wall thickness of 2.6 mm, a weight of 18.58 g and a PCO 1881 thread. The booster temperature was 170 °C, with a residual moisture level of 34 ppm.
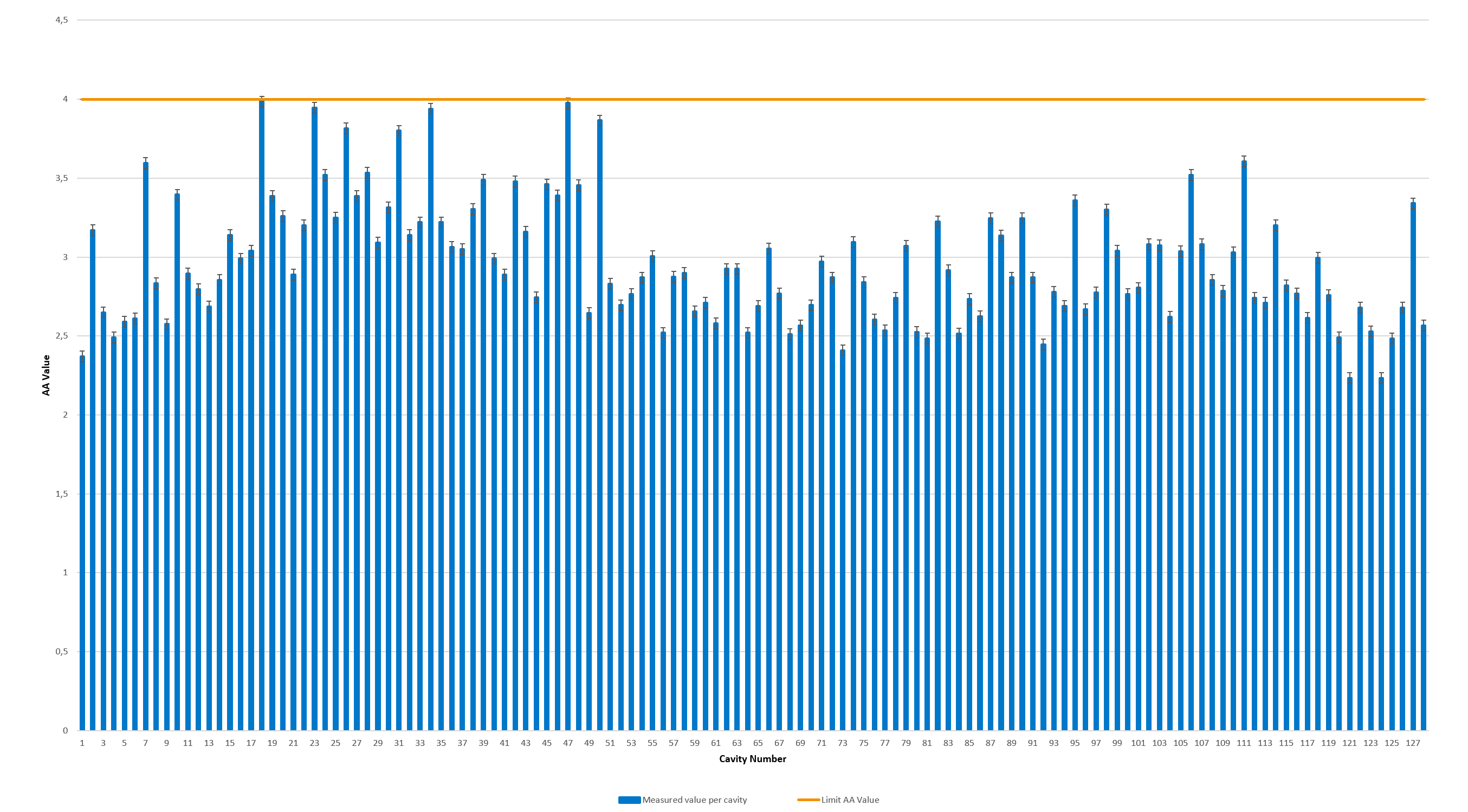
In order to measure the AA value, it is best to use a method based on the gas chromatography principle. Netstal measures the AA values of the preforms produced according to ASTM F2013 standards using gas chromatography methodology. Firstly, a whole shot was measured during production with a cycle time of 8.2 s to obtain an overview of the distribution of AA values and to find high and low cavities. In any new mould configuration, a whole shot is initially analysed to determine high and low cavities, i.e. those in which AA values are highest and lowest. AA is not formed homogenously in the melt but shear-induced temperature peaks and, above all, differences in the residence time of the melt result in locally high and low values. When analysing the shot, it was noticeable that the two mould quarters on the non-operator side have generally higher values than on the non-operator side itself.
The limit value of 4 ppm is not exceeded, although one of the values is exactly 4 ppm. In Figure 1, the proximity to the limit value can be explained by the residence time, which is relatively long for an 8.2 s cycle compared to the target cycle time design. In order to avoid variations in data, each preform was analysed in two readings. It became clear that the largest measurement fluctuation was +/-0.1 ppm (see error bars). As a rule, variations within the range of 0.01 ppm can be assumed.
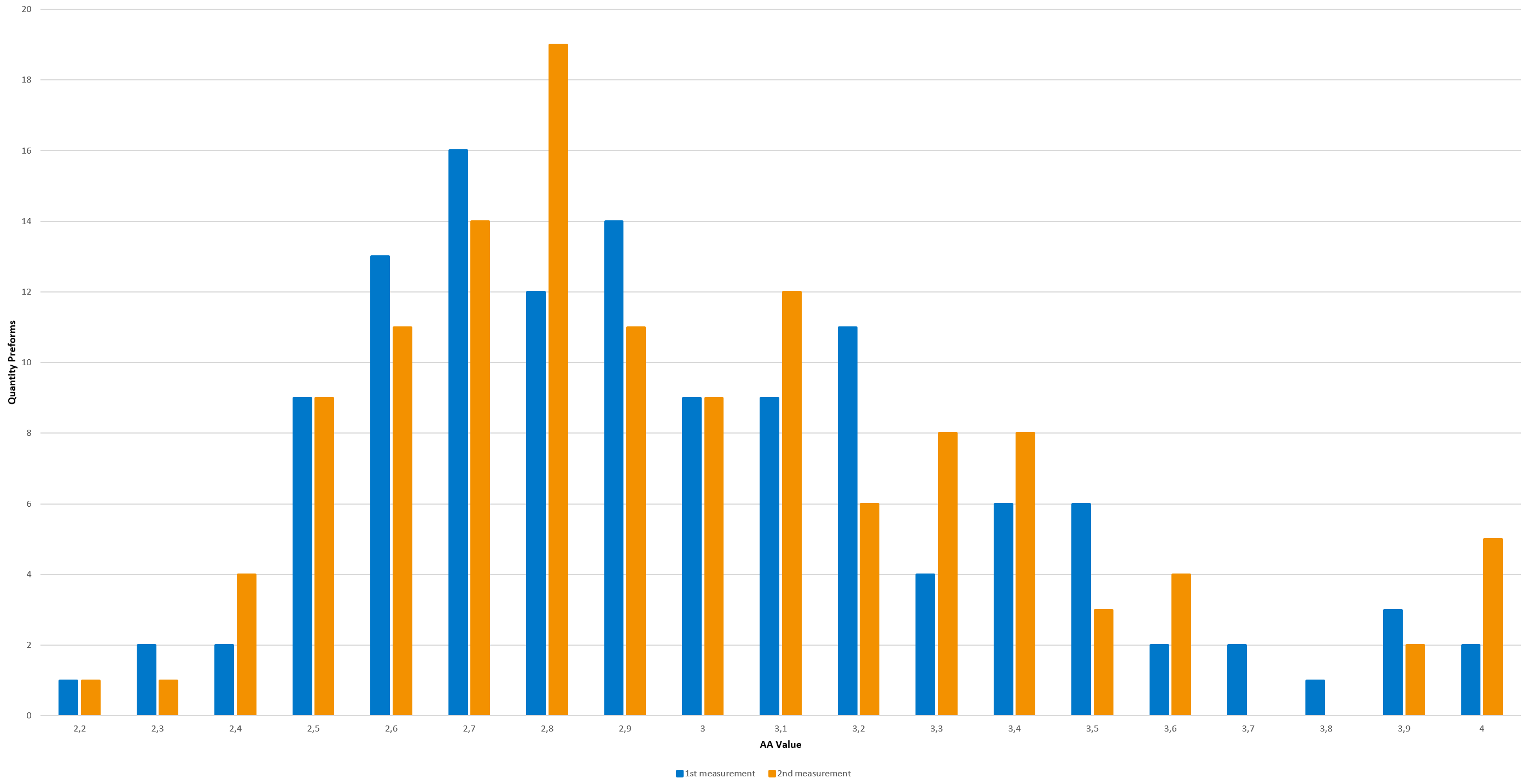
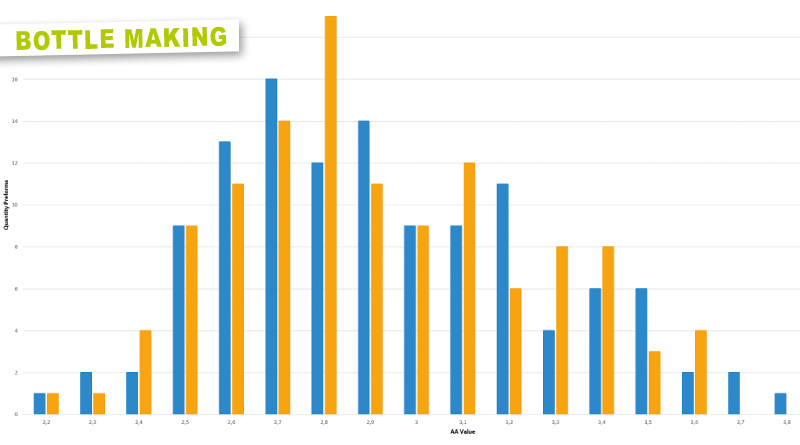
In order to show the distribution and frequency of individual AA values, a different approach was taken. In Figure 2, the frequency of the individual preforms was plotted against the AA value. It is noticeable that around 60% of the preforms are between 2.6 and 3.2 ppm. Again, each preform was measured twice with the values plotted on the graph. The differences in the distribution of the preforms between the first and second measurement result from rounding errors as the AA values using this approach were rounded up and down to the nearest 0.5 ppm.
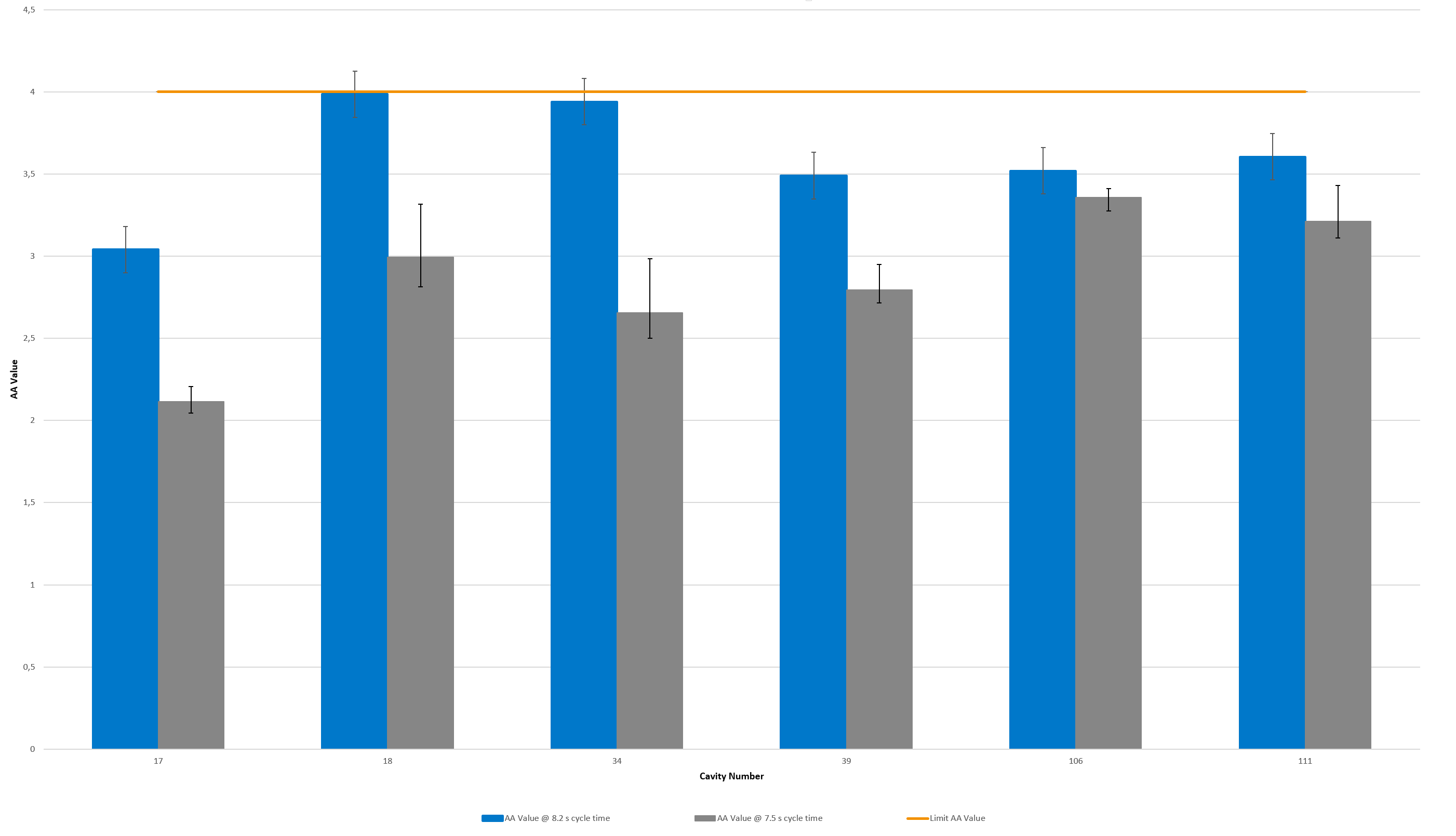
The cycle time was shortened to 7.5 s to further reduce the AA values. Figure 3 shows the corresponding values for individual cavities. Thus, a reduction in AA values by up to 1 ppm can be achieved by reducing the residence time. However, individual cavities respond only slightly to a reduction in cycle time. These are cavities located on the operator side where AA values were already low at the longer time cycle. In order to show the variation from shot to shot, four consecutive shots were taken from the injection moulding machine. The average value is shown as a grey bar in Figure 3, with variation represented by the error bars. Fluctuations of -0,15/+0.3 ppm can be observed.
The processed PET will vary slightly from shot to shot due to their treatment in the dryer (position of the granulates in the hopper, heat load), the different shear and temperature conditions in the plasticising process, and lastly the different conditions inside the hot runner. However, there is certainly some measurement variation in this as shown by the error bars for the measurement of one and the same preform at a cycle time of 8.2 s.
Summary
An indication of an AA value is always merely a snapshot of a machine’s condition, the material and measurement. Fluctuations occur which do not lead to limit values being exceeded if the basic value is justifiable. It could be shown that AA values on the new PET line side-entry are in a low range without the use of any AA blockers.