
How circular is PET?
A report shows how far PET, the most circular of all plastics, is from real circularity
Research produced for Zero Waste Europe by sustainability consultancy Eunomia shows that most PET plastic recovered from bottles in Europe does not make its way back into new PET bottles. Significant improvements in PET design, collection and recycling will be needed to improve circularity, the study says. The “How circular is PET?” report presents a picture of the state of circularity of this material in bottles in Europe – including how much material from bottles is collected for recycling; how much of it is actually recycled; and how much of recycled PET is put into new bottles.
Current circularity
The majority of PET is not currently managed in a circular model since leakage from the circular system is high, with material lost at all stages of the PET lifecycle. As it is technically and economically more challenging to deliver manufacturing quality requirements from rPET than virgin PET, and as this is especially the case for closed loop applications, rPET can ‘cascade’ from one product stream to another, usually from higher quality to lower. Once cascaded, it is unlikely to return up the cascade and, in some cases, rPET may exit the circular recycling system through the cascade.
What are the root causes of this problem?
- Ineffective collection systems leading to high losses of post-consumer PET.
- Lack of availability of recyclers means some collected material cannot be reprocessed.
- Contaminants from collection and sorting.
- Product design and material quality, including coloured PET and multi-material applications as well as food-grade standards for rPET.
- rPET economics, i.e., the market rate of rPET compared to vPET, which is dependent on many drivers including the demand by end markets.
PET bottle stream
Of the entire PET family, bottle recycling has the most developed technology and infrastructure. Across Europe, collection schemes for PET bottles vary. Some countries are achieving high recycling rates with beverage deposit refund schemes (DRS), while other countries and regions are achieving lower recycling rates with separate collection schemes. The report shows that PET bottles have a recycling rate of around 50% (calculated using the weight of PET material at the stage after wash and flake vs the weight of PET bottles (including lids and labels) placed on the market). rPET used in bottle manufacturing has high overall quality criteria and must be derived from bottles. It is estimated that bottles placed on the market (POM) only comprise an average of 17% rPET, with the remaining rPET downcycled into other, lower grade manufacturing applications and therefore considered a loss from the circular bottle stream.
While bottles make up the largest share of PET packaging, PET is used in other PET applications, such as in fibres, single-use tray manufacturing, films, and strapping. There is no standardised collection and sorting of non-bottle PET applications in Europe. The lack of appropriate sorting and recycling technologies as well as the design of these applications makes them currently difficult to recycle. Although some tray and film recycling does happen on a small scale, the amount is negligible in the greater scheme of the PET packaging manufacturing scope currently. Therefore, only bottle recycling has been considered in the current scenario.
Trays use approximately one third (31%) of the total rPET generated from bottle recycling. In total, PET packaging uses 74% of rPET derived from bottles. While this means that the rPET generated by bottles finds use in new packaging products, the lack of large-scale recycling for anything other than bottles means that it is eventually lost as leakage from the circularity of PET packaging.
Approximately 14% of the global polyester market is recycled polyester, the majority of which is produced from PET bottles. Clear/light blue bottle material is typically most desirable for textile production, as this produces fibre with reduced discolouration. Although fibres may have a recycled content (rPET from bottles), there are no known current market scale recycling processes for post-consumer fibres. Therefore, as is similarly seen in other non-bottle PET applications, the mass of PET used in fibres will end up as leakage from the circular system.
Upper limits to PET circularity in the future
Upcoming policy is driving increased bottle collections, likely only achievable through the introduction of deposit return systems (DRS) for PET beverage bottles. The widescale introduction of DRS, coupled with improvements in bottle product design, is also likely to offer advantages in the quality of rPET derived from bottles. Petcycle, a German DRS closed loop circular system, demonstrates that continued circularity can be achieved with 55% rPET content of bottles (recycled content target for members for the past eight years). Recent laboratory test results indicate that bottles can be made from 75% recycled content in a closed loop circular model by adding 25% of vPET at each manufacturing stage, without any significant loss of bottle quality characteristics, other than a grey discolouration in the bottle appearance.
Within the total European PET bottle market this means that bottles POM contain on average 17% rPET, which means only 17% will be carried over from the previous loop and the PCR content within the system is swiftly reduced. Taking anticipated policy changes, the Petcycle case study as well as the experiment results by other studies into account, we can see that the impact on the longevity of PCR content in each case is significant.
A future scenario will likely see bottles being managed in a much more circular way than currently is the case. With a high PCR content (a maximum of 75% was used in an example in the study), a high amount of rPET flake is returned into bottles of the same colour, with reduced levels of cascading from bottles to lower value streams. Noticeable also is a significant reduction in loss from the bottle system, both in terms of waste and rPET cascading into other, lower grade PET applications.
Due to lack of availability of rPET from clear and light blue bottles, in this best-case scenario only 61% instead of 75% recycled content in bottles is possible. Considering only the traditional mechanical recycling market there are two potential scenarios considered in more detail in this report which could increase the recycled content in bottles:
- A further improvement in collection rates (e.g., meeting higher collection rates in DRS schemes); and/or
- A move from coloured and opaque bottles to clear bottles (this would require a ca. 91% reduction in coloured and opaque bottles).
To generate 75% recycled content purely with a further increase in the DRS collection rate alone is not possible, even when assuming that all current and future DRS systems would achieve the current collection rate of the highest performing DRS system (i.e., 97% reported in Germany). Therefore, manufacturers would need to consider changes to the design of their bottles, more specifically the colours they use for their products. Reducing the current opaque and coloured beverage bottles POM by 91% and thereby increasing the clear and light blue bottles POM by the same absolute numbers means that 75% recycled content in bottles overall can be achieved.
In addition to the two scenarios considered for mechanical recycling there is potential for chemical recycling technologies, such as chemical depolymerisation, to contribute to PET circularity and achieve a 75% recycling content in all bottles. This industry has not reached maturity, however, and its true potential is not fully known at present, but it does appear that there is planned input capacity (sorted and clean post-consumer PET flake) of approximately 350 ktpa by 2025, that could be sufficient to achieve 75% content in bottles if food contact regulations allow.
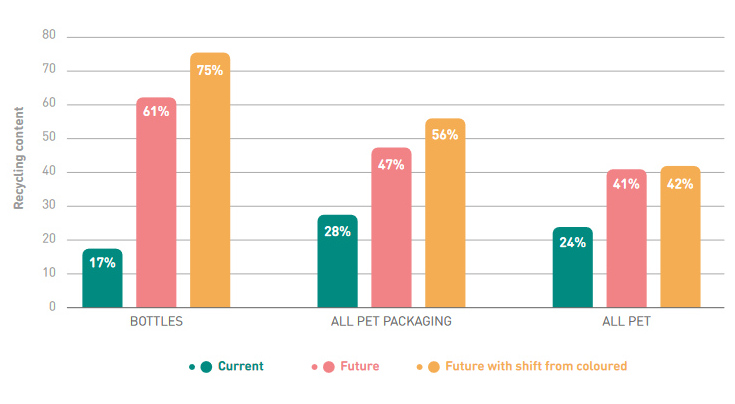
It is estimated in the report that in the future, we could see an increase in the upper limit of bottle-to-bottle recycling with a recycled content of somewhere between 61% and 75%, up from currently 17%. This is, however, on the assumption of prioritising closed loop recycling (ie., using rPET from bottles in bottles as opposed to other PET applications) to ensure maximum circularity. More realistically, based on market conditions, the study estimates the future use of recycled content in bottles to lie somewhere between a minimum policy driven target of 30% and the upper possible limit of 75%. When considering the impact the changes might have on all PET packaging, an increase of recycled content from 28% to somewhere in the region of 47% to 56% could be envisaged. For all PET applications, recycled content shifts from currently 24% to an upper limit of 41% to 42% in the future.
This will happen only by:
- Prioritising bottle-to-bottle closed loop recycling instead of using rPET from bottles in other PET applications;
- Increasing the use of Deposit Return Schemes, which will improve collected material quantity and quality; and/or
- Switching from coloured and opaque PET to clear PET.