Highest turnover despite pandemic
Spanish plant manufacturer Side S.A. is a good example of lockdowns and pandemics not having to be the worst-case scenario for a company. Through pre-emptive action and close collaboration with customers, the company not only managed in 2021 to generate the best sales in its company history, but at the same time launched several innovations in the SBM and maintenance sectors.
Side S.A. is known as a medium-sized supplier of blow moulding machines, especially those that produce bottles with complex technical refinements, e.g. oval bottles, bottles with complicated designs for cosmetics, or large-volume bottles with handles. But recently, in L’Ametlla del Vallès near Barcelona in Spain, a system series is also being produced that relies more firmly on speed and maximum efficiency.

“We are a small company but we are listening to what our customers are saying,” says Josep Jiménez, Sales Manager at Side. “And bottle makers are interested in speed.” So the company has developed the new Series 3000, which comes with up to 8 cavities and has an output of up to 18,000 bph (see also Drinktec preview report p. 32). The company’s customer base, mainly in the water, edible oil/condiments and detergents sectors, is happily adopting the new product. Three systems from the 3000 range have already been installed for customers in Brazil, Spain and the Dominican Republic. Depending on customer requirements, Side also undertakes complete installation including blowing, rotary filler and capping monobloc systems. This customer base from the water / beverages filling sector is a particular target for the high-speed lines. But to the pleasant surprise of the company, simple bottle producers are also showing an interest in the new high-speed solutions for more niche customer orders.
Innovations are also abundant in the existing machine park. As a further development of the 2-cavity machinery 1002e, on which bottles up to 2.5 l can be manufactured at an output of up to 3,800 bph, Side also brought onto the market the enhanced model 1022e 160 with an output of 4,000 bph and up to 80 mm neck finish. Bottles up to 3 l in volume can be blown thanks to an increase in the centre distance of the moulds inside the machine. To meet the design demands of customers from the detergent industry, it has also been possible to enlarge the surface area.

Also launched this year was the 2002eG XL system, which is driving the expansion of large-volume bottles for water coolers or edible oil. Bottles up to 25 l or up to 20 l as single-use variants are manufactured on the 2-cavity machine at 2,500 bph. “This is the highest speed for these volumes currently available on the market,” says Jimenez.
Using extreme situations correctly
With so much desire to innovate, it’s no wonder that Side has generated the highest turnover in its company history with growth of 20% in the pandemic year of 2021. Of the 20 million euros, around 35-40% is attributed to the growing blow moulding department. With regard to electronic components, it plays into the company’s strengths that they can rely on inhouse products from the Side Automatización business unit; other companies are currently enduring long waits for these.
“When Side was founded in 1974, it was a company for industrial electronics cabinets,” explains Jimenez. “And like never before, electronic components make up a significant proportion of the company. Over the years, other activities have been added, such as motors, inverters and touchscreens, and also an in-house IoT service. And naturally, we also use this expertise in our blow moulding department.”
This latter was added 28 years ago, when PET started playing an increasing role in the food and beverage industry in Europe in the early 1990s. Side’s owner at the time, Mr. Enric Birosta, decided to buy up a customer from the extrusion blow moulding machines sector and to refocus on stretch blow moulding machines. So the business unit Side SBM was founded.
“This connection between business areas is now a great advantage for us. Most electronic components for our systems are available in our warehouse and we can also carry out certification ourselves. Our anticipatory stock management also avoid problems regarding availability and logistics, and we can maintain capacity of 25-30 SBM systems per year,” says Jimenez.
If anything, increasing transport costs, a setback for many companies, have had rather a positive effect for Side, with bottle manufacturers preferring to open branches close to their customers to save on longer transport routes – branches that naturally need to be equipped with new Side systems.
Close collaboration with the customer
Side S.A.’s remote service system has also proved successful, particularly throughout the pandemic. Four employees supported customers in After Sales matters relating to the over 750 Side machines installed worldwide. Over 90% of servicing can be carried out remotely – a high proportion that also owes its acceptance to the lockdowns. “Basically, this is the normal evolution of things, but the pandemic has helped a lot to accelerate that,” says Jimenez and he adds: “We also offer our customers flexible maintenance contracts so that they don’t get into emergency situations in the first place. Via IoT, we check and optimise the system. This is a growing field that is very well accepted.”
The app, too, which allows the customer operator to connect with the machine, relies on inhouse development. This not only provides all details for production but also data, for example about energy consumption. This is one of two hot topics among Side customers, and incentives to reduce energy consumption are being considered by Side in its new developments. This has resulted for example in the air recovery system, which is included as standard in the new 3000 Series and can be retrofitted for other models. Works with customers and the lab supplier regarding the oven are also targeting the reduction of energy consumption and these are reducing energy used by the oven by 20-25%.
In its R&D Department, Side engineers are also implementing special bottle designs for customers, prototypes, and analysing the use of different materials. These can be organic-based plastics or different percentage levels of rPET – the second significant topic of concern for bottle producers. Besides the obvious reasons such as the circular economy or instructions from directives, Jimenez also welcomes the use of recyclates for another reason: “The use of rPET reduces the process power required. Many factors come into play here, for example the percentage proportion of recyclate or the use of additives, but at least 10% power can be saved in any case – simply because the darker colouring of the preforms better absorbs the heat of the infrared lamps.”
Jimenez would view an rPET proportion of 80% as a good target and is regretful that “we are unfortunately still a long way from that.”
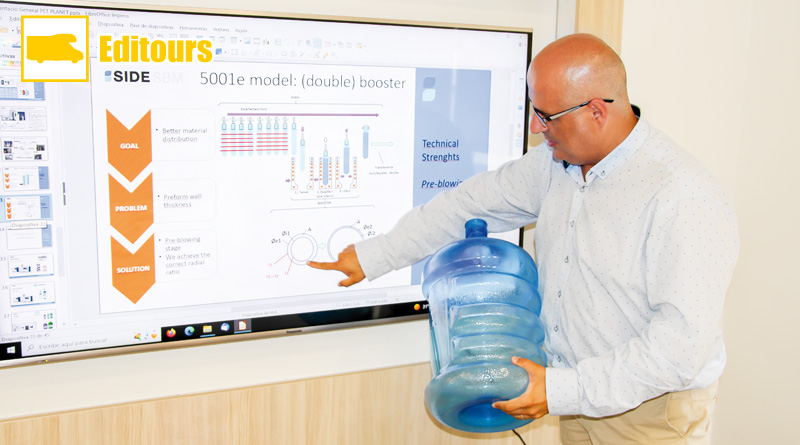
Photo top: Josep Jimenez explains the double booster system which increases the diameter of the preform before blowing.