Supporting the chemical dissolution of PET with glycol
Nordson’s recycling history started way back in the 70ies when hardly anybody else was talking about it. Their film silo was one of the first technologies in the market for in-house recycling. The silo was designed to store and melt shredded pieces of film, which were then fed to the extruder for further processing.
The story continued with the development of the first backflush screen changer in 1989. Already almost entirely automated, the BKG HiCon K-SWE/RS was able to process material with higher contamination grades and was a significant first step down the road for more sustainability – at a time when this was not such a buzzword yet. It went on with further developments improving the classic mechanical recycling process. The overall goals were more filtration area, more pressure consistency, and producing less scrap or waste. With the launch of the BKG HiCon V-Type 3G, designed explicitly for PET, Nordson provides a system that is a filter capable of processing high throughputs at maximum pressure consistency.
It is obvious that the recycling goals can’t be met with just mechanical recycling, and material quantity and quality requirements have increased substantially. Besides the milestones currently made in different chemical recycling applications, glycosylation has become an efficient method to process higher throughputs with high recycled material contents. With the price decline for virgin PET, larger-scale plants are more economically efficient than smaller production lines, which spurred the need for higher tonnages. The consistent call for more sustainability in the plastic industry has also led to new laws and regulations which force producers to increase their use of recycled material significantly, and the industry needs to react.
Chemical dissolution of PET
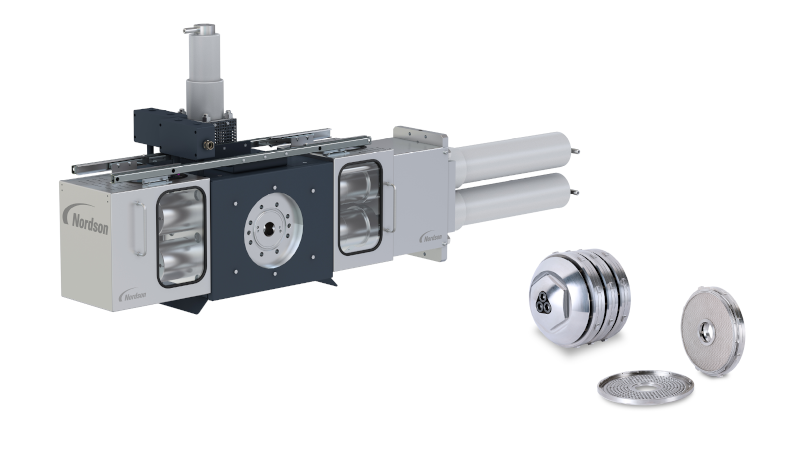
Nordson has been providing equipment for the chemical dissolution of PET with glycol for major industry partners, steadily increasing capabilities, performance, and end-product quality. After pre-treatment, the PET flakes are blended with glycol to break up the polymer chains. The mix is then fed to the extruder. The next step is a pre-filter which catches the larger dirt particles. Nordson provides several filtration options, but the BKG HiCon K-SWE-4K has proven to be the most efficient. It provides a large filtration area and manages throughputs up to 8,000 kg/h. In addition, it protects the following /booster pump, which provides the needed pressure for the fine filtration process, where the BKG HiCon V-Type 3G comes into play. In combination with the BKG FlexDisc, the BKG HiCon V-Type 3G can reach a filtration area of up to 12,800 cm² resulting in high tonnages of recycled material per hour and is therefore capable of matching the need for high capacities.
A melt pump builds the necessary pressure and pumps the material to the mixing point, where the virgin material is added to the process. The melt enters the reactor, where the process of repolyermerisation begins by rebuilding the polymer chains. After the discharge from the reactor and additional filtration step, the material is pelletised and ready for further processing. Nordson has mainly provided BKG CrystallCut systems, which have proven to be an efficient and elegant solution for PET pelletising.
The pre-and fine filtration is of utmost importance for this process. The cleaner the material is before it enters the reactor, the more efficient the repolymerisation process. Clean material reduces residence time in the reactor while being easy to mix to reach maximum homogeneity. The tandem filtration ensures that the recycled material is extremely clean and can be further processed without any trouble. The PET-Glycol mix has a very low viscosity, and Nordson’s BKG filtration systems have effective sealing methods and tolerances to prevent leakages. The low viscosity level has an advantage: The lower the viscosity, the finer the filtration can be used. With Nordson’s BKG filtration system, fine filtration down to 40 µm is possible, so even microscopic contaminants are removed from the melt efficiently.
After being combined with virgin material, capacities of up to 30 t of rPET pellets with 20% recycled material content are achievable, depending on process parameters, feedstock, and filtration fineness.
The newest developments include intelligent sensor locations for the most efficient pressure monitoring to improve pressure consistency and protect downstream components from overpressure. With several small process adaptions, Nordson reduced the amount of material loss during backflushing to below 1.5%, resulting in significant savings, especially in this large-scale environment.
The BKG HiCon V-Type 3G with the FlexDisc combines the advantages of piston filtration technology with the capabilities of large-area filtration. The process-independent backflushing procedure and the large filtration area are claimed to ensure maximum product quality, minor operator intervention, and reduced operating costs.