XpBottle, dynamic bottle’s capacity
Designing PET bottles and blow moulds to improve the shelf-life through the filling process
CO2 retention becomes the top of the list when lightweighting a bottle. It has widely challenged the use of existing blow moulds with lighter preforms, PCR PET, and resins. From this new point of view, the filling process, in combination with the blow mould design, could help to achieve a lightweight bottle and a long shelf-life.
Counterpressure and foaming are two critical factors that must be considered in the volumetric filling of carbonated beverages, as they can affect the quality and stability of the final product. Without going into specific technical details, there are different types of filling machines. They generally work by measuring the drink volume that should be filled in each container. This is achieved using sensors that measure the amount of liquid that enters the container and stop filling once the desired amount is reached.
Counterpressure is the pressure exerted on the container while filling the carbonated drink. It is important to maintain an adequate counterpressure to avoid loss of carbonation and thus minimise foam formation. Counterpressure is adjusted by regulating the filling speed and pressure in the beverage storage tank. If the counterpressure is too low, a more significant amount of foam may be generated in the container, which can affect the quality of the final product.
Foaming is another essential factor in the filling of carbonated beverages. It refers to the formation of gas bubbles in the container during filling, which can cause stability problems in the final product. Excessive foam formation can result in a lower quality. Maintaining adequate counterpressure and regulating filling speed is vital to avoid foaming. In addition, specific filling techniques can be used to minimise foam formation, such as filling in multiple stages or using special nozzles.
In summary, both counterpressure and foaming are important factors to consider in the volumetric filling of carbonated beverages to ensure consistent quality and a pleasant consumer experience.
As mentioned earlier, foaming can occur if the counterpressure is too low, adversely affecting the process. However, if it is too high, it can cause deformation problems or even the explosion of the PET container while the drink is being filled.
Bottle lightweighting brings significant economic benefits but also a reduction in the physical performance of the containers, including the capacity to preserve the product until consumption. For example, the structural resistance is decreased by reducing the thickness of the walls, producing containers that are difficult for the consumer to handle once opened. The same occurs with the container’s ability to retain CO2 in the product. A correctly carbonated drink that has lost carbon dioxide gas when it reaches the consumer results in a poor consumption experience.
Taking the filling process into account
The research by Moldintec’s R&D+I team found that the bottle`s CO2 retention could be improved by taking the filling process into account in the container design, calculation formula and mould engineering. They created a dynamically variable bottle between the blowing machine and filling-capping block capable of improving the performance of the PET container in retaining CO2 in the product by the expansion coming from the counterpressure.
“We have worked on many other developments as strategic partners with Moldintec’s TechCentre in Sao Paulo on blow moulding technology. This project goes beyond the blowing process itself, and we are excited to collaborate with our suppliers to go that one step further. We want to know more about the possibilities of this new concept and verify that shelf-life improvement is possible. At Coca-Cola Andina Brazil, we’re working with Moldintec to validate this new technological concept in our bottling lines at the Duque de Caxias plant, RJ. It is our most modern facility with the fastest equipment. We trust that if we achieve the expected results, we can quickly implement them in other productive units. We know that it is a long journey conducting this R&D+I development, especially for a new technology company such as Moldintec. That’s why we are always here to help and it is a pleasure to test their innovations,” said Guilherme Magalhães, head of Coca-Cola Andina’s Packaging engineering team.
Expansion – the essential factor
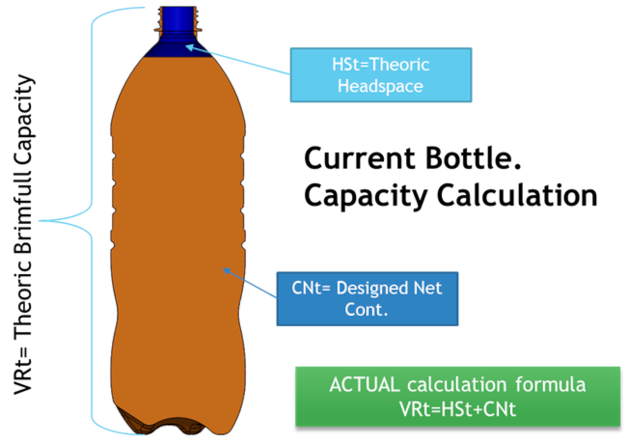
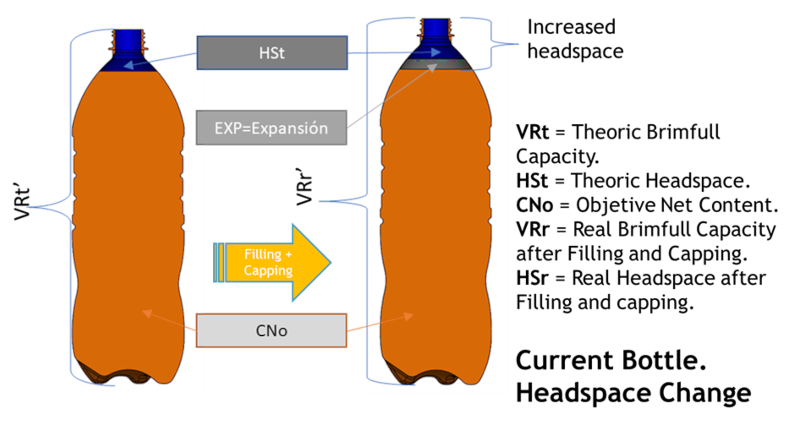
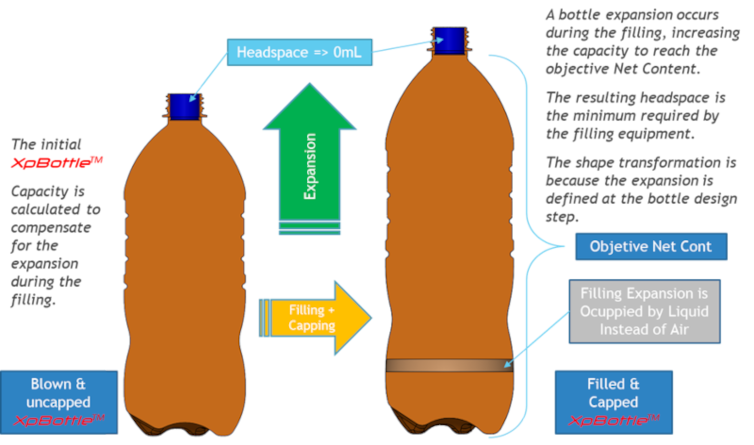
The most common formula for defining a bottle’s capacity is “Brim-full capacity = Net content + Headspace.” This new approach challenges it by considering expansion an essential factor, especially for carbonated beverage packaging.
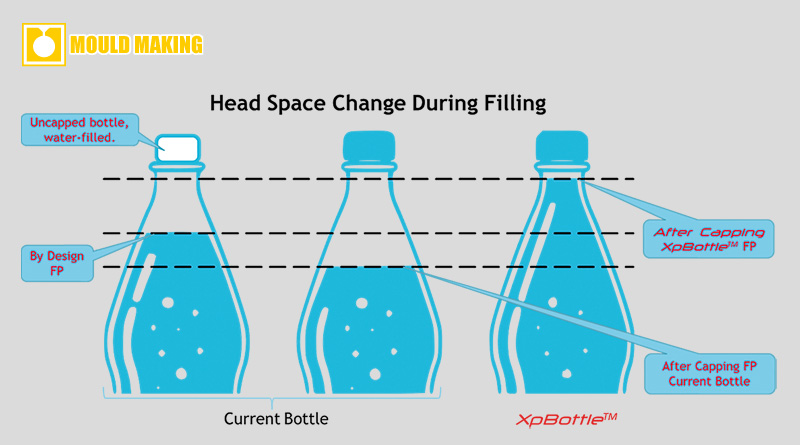
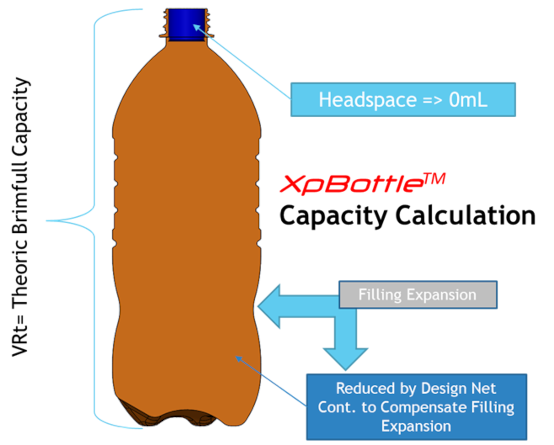
Moldintec’s patent-pending new XpBottle integrates the expansion caused by the filling process itself into the calculation formula. This capacity increase integrates the new equation as a negative term with which Moldintec designs XpBottle. Something that has not been considered before in the basic equation for bottle capacity calculations, especially as a way to improve a particular attribute.
Additionally, the term corresponding to headspace (HS) is no longer a value set by a position (distance from the TSS to the liquid) equivalent to a specific millilitre amount. The shape of that area and the transitions of PET thickness (inner side of the preform) play a predominant role in foam generation and minimising HS. The treatment that Moldintec gives HS is based on the minimum required by the filling equipment for a specific product and filling conditions. Factors inherent to the blowing mould and the packaging design are involved here.
“When all these factors operate together, we face a bottle that dynamically changes, taking advantage of the filling process conditions in the bottling line. The deformation is projected and controlled by the blow mould itself. We have heard of overfilling or underfilling in the industry, changing a product’s net content for marketing or price reasons. But never from an engineering point of view as a resource capable of improving a physical attribute,” says D.I. Jorge Pucci, CSO and head of Moldintec’s R&D+I. He continues: “We want to integrate filling process information into the blowing stage to optimise the final packaging. The blow mould is a fixed tool during its life cycle now; our challenge is making it dynamic towards a preform weight change, materials, and filling conditions! Today, we work with discrete data taken from the filler. We trust that soon, we will be able to take advantage of the AI agents that equipment manufacturers are integrating into their machines to understand better how counterpressure, speed, and headspace parameters vary with each product. Why not consider adaptive moulds that adjust bottle capacity based on the packaged product and instantaneous filling parameters?”
The collaboration of large bottlers allows running tests to be performed under industrial operating conditions, not just in the laboratory. The project is still in the development and operational testing phase at multiple locations.